আমরা ইঞ্জিন মেরামত করি

ইঞ্জিনে নতুন পিস্টন ইনস্টল করার আগে, আপনার তাদের চিহ্নগুলি সাবধানে অধ্যয়ন করা উচিত এবং সেগুলি নির্বাচন করা উচিত যাতে তারা ক্লাস এবং ওজনের সাথে পুরোপুরি মেলে। সমস্ত চিহ্নগুলি পিস্টনের নীচে একটি স্ট্যাম্প দিয়ে প্রয়োগ করা হয়।
পিস্টন এবং সংযোগকারী রড চিহ্নিতকরণ;
প্রথমত, পিস্টনগুলি বাইরের ব্যাসে পরিবর্তিত হতে পারে। পাঁচটি শ্রেণী রয়েছে: A, B, C, D, E. সংলগ্ন শ্রেণীর মধ্যে ব্যাসের পার্থক্য 0.01 মিমি। যেহেতু পিস্টনের বাইরের একটি জটিল আকৃতি রয়েছে, পিস্টনের মাথা থেকে 51.5 মিমি দূরত্বে - পিস্টন পিনের সাথে লম্বভাবে শুধুমাত্র একটি সমতলে এর ব্যাস পরিমাপ করা প্রয়োজন।
দ্বিতীয়ত, পিস্টন পিন হোলের ব্যাস অনুযায়ী পিস্টন বিভক্ত। তিনটি ক্লাস আছে: ক্লাস 1, ক্লাস 2 এবং ক্লাস 3। তাদের মধ্যে পিচ হল 0.004 মিমি। এর সাথে সামঞ্জস্য রেখে, পিস্টন পিনের শেষে রঙিন স্ট্রাইপের আকারে চিহ্নগুলিও উপস্থিত থাকে। একটি নীল চিহ্নের অর্থ হল পিস্টন পিনটি প্রথম শ্রেণীর, দ্বিতীয়টিতে একটি সবুজ চিহ্ন এবং তৃতীয়টিতে একটি লাল চিহ্ন। ওজন অনুসারে পিস্টনের তিনটি গ্রুপ রয়েছে: স্বাভাবিক, প্লাস 5 গ্রাম, বিয়োগ 5 গ্রাম। একটি ইঞ্জিনে, পিস্টনগুলি কেবলমাত্র ইনস্টল করা উচিত একই মানভর মেরামতের আকারের পিস্টনগুলির জন্য, এগুলি বর্ধিত বাইরের ব্যাস দিয়ে তৈরি করা হয় এবং দুটি প্রকারে আসে: প্রথমটির ব্যাস 0.4 মিমি, দ্বিতীয়টির 0.8 মিমি দ্বারা বৃদ্ধি পেয়েছে। 0.4 মিমি মান পিস্টনের নীচে একটি ত্রিভুজ আকারে একটি চিহ্নের সাথে মিলে যায় এবং 0.8 মিমি মান একটি বর্গক্ষেত্রের আকারে একটি চিহ্নের সাথে মিলে যায়। মেরামতের আকারের রিংগুলির একই আকারের রেঞ্জ রয়েছে এবং যথাক্রমে "40" এবং "80" চিহ্নিত করা হয়েছে।
এছাড়াও, একটি তীরের আকারে একটি চিহ্ন 2) পিস্টনের নীচে প্রয়োগ করা হয়। ইঞ্জিন সিলিন্ডারে এটি ইনস্টল করার সময় এটি একটি গাইড হিসাবে কাজ করে এবং ক্যামশ্যাফ্ট ড্রাইভের দিকে নির্দেশ করা উচিত।
ইঞ্জিন একত্রিত করার সময় আমাদের সাহায্য করার উদ্দেশ্যে আরেকটি মার্কিং হল সংযোগকারী রড এবং কভারের সংখ্যা। তারা যে সিলিন্ডারে ইনস্টল করা আছে তার সংখ্যা নির্দেশ করে এবং অবশ্যই মিলতে হবে, যেহেতু সংযোগকারী রডগুলি ক্যাপগুলির সাথে একসাথে প্রক্রিয়া করা হয় এবং বিনিময়যোগ্য নয়।
নতুন অংশগুলির জন্য, সিলিন্ডার এবং পিস্টনের মধ্যে ব্যবধান 0.025-0.045 মিমি হওয়া উচিত। সিলিন্ডারের মতো একই শ্রেণীর পিস্টন ইনস্টল করে এটি অর্জন করা হয়। অংশগুলির গুরুতর পরিধানের ক্ষেত্রে, সর্বোচ্চ ব্যবধান মান 0.15 মিমি অনুমোদিত হতে পারে। যদি এর মান বেশি হয় তবে আপনাকে নতুন পিস্টন নির্বাচন করতে হবে। A, C এবং E ক্লাসের পিস্টনগুলি খুচরা যন্ত্রাংশ হিসাবে তৈরি করা হয়। আকারের সামান্য ওভারল্যাপ বিবেচনা করে, এই তিনটি ক্লাস ইঞ্জিন মেরামত করার সময় একেবারে যেকোনো সিলিন্ডারের জন্য পিস্টন নির্বাচন করার জন্য যথেষ্ট। সুতরাং, উদাহরণস্বরূপ, একটি "C" শ্রেণীর পিস্টন "B" এবং "D" শ্রেণীর সিলিন্ডারে ফিট করতে পারে, অথবা "A" এবং "B" শ্রেণীর সিলিন্ডারে পরা
পিস্টনের নীচে স্কার্টের ব্যাস অনুসারে পিস্টন গ্রুপের একটি পদবি রয়েছে, পিস্টনের সামনের অংশে - মেরামত গ্রুপ এবং পিস্টনের মেরামত আকার। সিলিন্ডারে পিস্টনগুলির পৃথক নির্বাচনের সুবিধার্থে, মেরামত গ্রুপের প্রতিটি আকারকে আকারের গ্রুপে ভাগ করা হয়েছে, যেখানে স্কার্টের ব্যাস বরাবর পিস্টনের আকারগুলি প্রতি 0.01 মিমি অনুসরণ করে। সিলিন্ডারের জন্য পিস্টন নির্বাচনের জন্য সমস্ত ক্রিয়াকলাপ অবশ্যই একটি তাপমাত্রায় করা উচিত পরিবেশ 17...23 °সে.
পিস্টন পিনের স্বতন্ত্র নির্বাচন সহজতর করার জন্য, পিস্টন পিন গর্তের ব্যাস অনুযায়ী পিস্টনগুলিকে চারটি আকারের গ্রুপে ভাগ করা হয়। পিস্টন পিনের জন্য গর্তের ব্যাস অনুসারে আকারের গোষ্ঠী চিহ্নিত করা পিস্টন বসে পেইন্ট প্রয়োগ করে বাহিত হয়।
সিলিন্ডার লাইনার প্রতিস্থাপন না করে পিস্টন প্রতিস্থাপন করার সময়, লাইনারের উপরের প্রান্ত (কাঁধ) চিকিত্সা করার পরামর্শ দেওয়া হয়, যা উপরের পিস্টন রিংয়ের নীচে লাইনার পরিধানের ফলে তৈরি হয়েছিল, একটি স্ক্র্যাপার বা একটি সূক্ষ্ম দানাদার পিষে। একটি বায়ুসংক্রান্ত বা বৈদ্যুতিক ড্রিলের উপর চাকা লাগানো।
পিস্টন থেকে সিলিন্ডার নির্বাচন করা উচিত যাতে সিলিন্ডারের প্রাচীর এবং পিস্টন স্কার্টের মধ্যে ব্যবধান 0.03...0.05 মিমি হয়। ব্যবধানটি 0.08 মিমি বেধ, 10 এর প্রস্থ ... 13 মিমি এবং কমপক্ষে 200 মিমি দৈর্ঘ্য সহ একটি ফিলার টেপ দ্বারা নির্ধারিত হয়। ফিলার টেপটি পিস্টন এবং সিলিন্ডারের মধ্যবর্তী ফাঁক দিয়ে 25 ... 45 এন বল সহ পিস্টন স্থির দিয়ে টানা হয়। এই ক্ষেত্রে, পিস্টনটি নীচের দিকে মুখ করা উচিত এবং ফিলার টেপটি একটি সমতল লম্বে থাকা উচিত পিস্টন পিনের জন্য গর্তের অক্ষে। পিস্টন নির্বাচন করা যেতে পারে লাইনারগুলিকে ব্লকের বাইরে না চাপিয়ে বা চাপ দেওয়ার পরে। সিলিন্ডার লাইনারগুলিতে পিস্টনগুলি নির্বাচন করার পরে, পিস্টনের নীচের দিকে সিলিন্ডারগুলির ক্রমিক নম্বরগুলি ছিটকে দেওয়া প্রয়োজন৷
পিনটি 0.0025… 0.0075 মিমি ইন্টারফারেন্স ফিট সহ পিস্টন বসের মধ্যে বসে আছে। ব্যাসার্ধের ক্ষেত্রে পিনের নলাকার সহনশীলতা 0.00125 মিমি। পিস্টন পিন ধরে রাখার রিংগুলি পিস্টনের খাঁজে কিছু হস্তক্ষেপ সহ ইনস্টল করা উচিত, যেমন তাদের হাত দিয়ে ঘুরানো উচিত নয়। যে রিংগুলি তাদের স্থিতিস্থাপকতা হারিয়েছে তা প্রতিস্থাপন করা উচিত।
সংযোগকারী রডের নীচের মাথাটি কভারের সাথে একটি সমাবেশ হিসাবে প্রক্রিয়া করা হয়, তাই, বিচ্ছিন্নকরণ, পরিদর্শন এবং সমাবেশের সময়, সংযোগকারী রড এবং সংযোগকারী রড কভারের সম্পূর্ণতা বজায় রাখা উচিত। সংযোগকারী রড ক্যাপগুলি সংযোগকারী রড বোল্টগুলির স্থল পৃষ্ঠের উপর কেন্দ্রীভূত হয়। সংযোগকারী রডের উপরের মাথাটি মেরামত করার জন্য সাধারণত চাপ দেওয়া, ভিতরে চাপ দেওয়া এবং বুশিং বিরক্ত করা জড়িত। বুশিং প্রেসিং ফোর্স অবশ্যই কমপক্ষে 7,000 N হতে হবে। সংযোগকারী রডের উপরের মাথাটি মেরামত করার সময়, বুশিং এবং পিনের মাত্রাগুলি প্রস্তুতকারকের দ্বারা প্রস্তাবিত মাত্রার সাথে মিলে যেতে হবে। একজোড়া পিস্টন পিন - সংযোগকারী রড নির্বাচন করতে, সংযোগকারী রডের উপরের মাথার মাত্রা (বুশিংয়ের জন্য গর্তের ব্যাস) আকারের গ্রুপে বিভক্ত যা একে অপরের থেকে 0.0025 মিমি দ্বারা পৃথক।
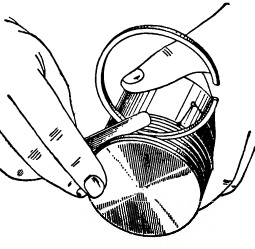
ভাত। ফিলার টেপ ব্যবহার করে লাইনারে পিস্টন নির্বাচন:
a - লাইনারটি সিলিন্ডার ব্লকে চাপা হয়; b - লাইনারটি সিলিন্ডার ব্লকের বাইরে চাপা হয়
পিস্টনের সাথে সংযোগকারী রডকে একত্রিত করতে, আপনাকে সংযোগকারী রডের উপরের মাথার বুশিং এবং পিস্টন বসের সাথে পিস্টন পিনটি মেলাতে হবে। সংযোগকারী রডের সাথে সংযোগ করতে, পিস্টনটিকে তেলে বা বৈদ্যুতিক হিটারে 55 ডিগ্রি সেলসিয়াস তাপমাত্রায় গরম করা হয়। এই ক্ষেত্রে, আঙুলটি থাম্বের বল থেকে মসৃণভাবে উত্তপ্ত পিস্টনের বসের গর্তে প্রবেশ করা উচিত। ডান হাত. এই ধরনের সংযোগে, পিস্টন ঠান্ডা করার পরে, 0.0025 ... 0.0075 মিমি প্রয়োজনীয় হস্তক্ষেপ প্রদর্শিত হয়।
তারপরে আপনাকে পিস্টন এবং সংযোগকারী রডগুলির সিরিয়াল নম্বরগুলি পরীক্ষা করতে হবে। সংযোগকারী রডটি একটি ভাইসে সুরক্ষিত, পিস্টন ইনস্টল করা হয়েছে এবং তাদের সংযোগটি একটি আঙুল দিয়ে স্থির করা হয়েছে। সংযোগকারী রডের সাথে পিস্টন একত্রিত করার সময়, এটি অবশ্যই ইনস্টল করা উচিত যাতে পিস্টনের নীচের চিহ্নটি ইঞ্জিনের সামনের দিকে পরিচালিত হয়। সিলিন্ডারের বাম তীরের সংযোগকারী রডে স্ট্যাম্প করা বসটিকে ইঞ্জিনের সামনের দিকেও নির্দেশিত করা উচিত, যেমন পিস্টনের চিহ্ন সহ এক দিকে। সিলিন্ডারের সঠিক গোষ্ঠীর জন্য, সংযোগকারী রডের সাথে পিস্টনকে একত্রিত করার সময়, সংযোগকারী রড বসকে ইঞ্জিনের পিছনের দিকে নির্দেশিত করা উচিত এবং পিস্টনের মুকুটের চিহ্নটি সামনের দিকে নির্দেশ করা উচিত।
কানেক্টিং রড এবং পিস্টন গ্রুপ কানেক্ট করার এবং চেক করার পর, পিস্টন বসের পিনটিকে রিটেইনিং রিং দিয়ে সুরক্ষিত করুন, তারপর খাঁজের সাথে মেলে থাকা পিনগুলিকে সাবধানে মুছুন এবং সিলিন্ডারে লাগিয়ে দিন। পিস্টন রিংএবং একটি বিশেষ সরঞ্জাম ব্যবহার করে পিস্টনগুলিতে এগুলি ইনস্টল করুন। পিস্টন এবং সংযোগকারী রড সমাবেশ ওজনের জন্য পরীক্ষা করা আবশ্যক। একটি ইঞ্জিনে ইনস্টল করা একটি কিটের অংশগুলির ওজন 12 গ্রামের বেশি হওয়া উচিত নয়, যেমন সংযোগকারী রডগুলি অবশ্যই একটি গ্রুপের ওজনের সাথে মিলিত হতে হবে। ব্লকের সিলিন্ডারগুলিতে সংযোগকারী রডগুলির সাথে পিস্টনগুলি ইনস্টল করতে, আপনাকে নিম্নলিখিত ক্রিয়াকলাপগুলি সম্পাদন করতে হবে:
তারপরে আপনাকে সংযোগকারী রডের নীচের মাথার গর্তটি পরীক্ষা করে উড়িয়ে দিতে হবে, যা সিলিন্ডারের দেয়ালে তেল স্প্রে করতে কাজ করে, লাইনারগুলি সংযোগকারী রডে এবং কভারে ঢোকাতে, উপরের সংযোগকারী রড লাইনারগুলি এবং পিস্টনটি মুছে ফেলতে হবে। একটি ন্যাপকিন দিয়ে, পিস্টনের উপর রিংগুলি ইনস্টল করুন, অভ্যন্তরীণ খাঁজটি উপরের দিকে রেখে, কম্প্রেশন রিংগুলির জয়েন্টগুলিকে পিস্টনের পরিধিকে প্রায় 120° দূরে সরিয়ে দিন। ইনস্টলেশনের পরে, কম্প্রেশন রিংগুলির জয়েন্টগুলিকে 180° দ্বারা আলাদা করুন।
এরপর, ব্লকের সিলিন্ডার লাইনার এবং কানেক্টিং রড জার্নাল একটি ন্যাপকিন দিয়ে মুছুন, কানেক্টিং রড বিয়ারিং, পিস্টন, পিস্টন রিং এবং ইঞ্জিনের জন্য ব্যবহৃত পরিষ্কার তেল দিয়ে সিলিন্ডার লাইনারগুলির পৃষ্ঠকে লুব্রিকেট করুন, কানেক্টিং রড সহ পিস্টনটি ভিতরে প্রবেশ করান সিলিন্ডার, একটি বিশেষ ফিক্সচার ব্যবহার করে ইঞ্জিনের সামনের দিকে পিস্টনের নীচে চিহ্নটি নির্দেশ করে, সংযোগকারী রড বিয়ারিংগুলিকে ক্র্যাঙ্কশ্যাফ্ট জার্নালে নিয়ে আসে, একটি কাঠের ম্যান্ড্রেল ব্যবহার করে সিলিন্ডার বরাবর পিস্টনটি সরান, তেল দিয়ে শ্যাফ্ট জার্নালটিকে লুব্রিকেট করুন এবং এটিতে নীচের মাথাটি শক্ত করুন, সংযোগকারী রড বোল্টগুলি থেকে সুরক্ষা টিপসটি সরিয়ে নিন এবং নীচের সংযোগকারী রড কভারটি প্রতিস্থাপন করুন, এটি সংযোগকারী রড নাট দিয়ে সুরক্ষিত করুন।
সমাবেশ সম্পূর্ণ করার আগে, আপনাকে একটি ফিলার গেজ ব্যবহার করে সংযোগকারী রডগুলির প্রান্ত এবং ক্র্যাঙ্কশ্যাফ্টের ক্র্যাঙ্কপিনের মধ্যে মোট অক্ষীয় ছাড়পত্র পরীক্ষা করতে হবে এবং অবশেষে একটি টর্ক রেঞ্চ দিয়ে সংযোগকারী রড বিয়ারিং বোল্টগুলিকে শক্ত করতে হবে। সংযোগকারী রড বিয়ারিংয়ের প্রতিটি জোড়া শক্ত করার পরে, ক্র্যাঙ্কশ্যাফ্টটি ঘোরান। বিয়ারিংগুলিতে সঠিকভাবে নির্বাচিত রেডিয়াল ক্লিয়ারেন্স সহ শ্যাফ্টের ঘূর্ণন টর্ক 100 Nm এর বেশি হওয়া উচিত নয়। সিলিন্ডারে সংযোগকারী রডগুলির সাথে অবশিষ্ট পিস্টনগুলি ইনস্টল করার সময় অনুরূপ ক্রিয়াকলাপগুলি অবশ্যই করা উচিত।
কার্বন আমানত একটি ভোঁতা ধাতব স্ক্র্যাপার বা একটি ধাতব বুরুশ দিয়ে নিচ থেকে সরানো হয়, পূর্বে কেরোসিন দিয়ে কার্বন জমাকে আর্দ্র করে রেখেছিল।
কার্বন আমানত একটি বিশেষ ডিভাইস ব্যবহার করে খাঁজ থেকে সরানো হয়। পিস্টনে ফাটলের উপস্থিতি কান দ্বারা নির্ধারিত হয়, যার জন্য পিস্টনটি মাথা দ্বারা নেওয়া হয় এবং স্কার্টে হালকা আঘাত করা হয়। ধাতব বস্তু. একটি নিস্তেজ, বিকট শব্দ ফাটলের উপস্থিতি নির্দেশ করে।
ভাত। পিস্টন খাঁজ থেকে কার্বন আমানত অপসারণের জন্য একটি ডিভাইস।
বড় ব্যাসের পরিধান, ফাটল এবং গভীর স্ক্র্যাচ সহ পিস্টনগুলি অবশ্যই প্রতিস্থাপন করতে হবে। পিস্টন রিংগুলির জন্য জীর্ণ খাঁজগুলি একটি বর্ধিত রিং উচ্চতা মিটমাট করার জন্য মেশিন করা যেতে পারে লেদপিস্টনের অভ্যন্তরীণ কেন্দ্রীভূত বেল্টের সমান বাইরের ব্যাস সহ একটি রিং এমন একটি ডিভাইস ব্যবহার করে। পিস্টনটি মেশিনের চাকে ইনস্টল করা রিংয়ের উপর স্থাপন করা হয় এবং চোখের বোল্ট দিয়ে সুরক্ষিত করা হয়। চোখের বোল্ট একটি পিস্টন পিনের মাধ্যমে পিস্টনের সাথে সংযুক্ত থাকে এবং মেশিনের টাকু দিয়ে যায়। সঙ্গে বিপরীত দিকেবল্টু একটি বাদাম সঙ্গে সুরক্ষিত হয়. পিস্টনের খাঁজগুলি পিস্টনের রিংগুলির প্রতিষ্ঠিত মেরামতের মাত্রা বিবেচনা করে মেশিন করা উচিত।
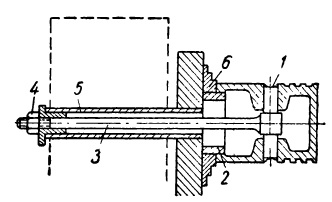
ভাত। পিস্টন খাঁজ ঘুরানোর সময় পিস্টন ইনস্টল করা:
1 - পিস্টন পিন; 2 - ইনস্টলেশন রিং; 3 - চোখের বল্টু; 4 - বাদাম; 5 — মেশিন টাকু; 6 - মেশিন চক.
কর্তাদের জীর্ণ গর্তগুলিকে একটি গাইড শ্যাঙ্ক সহ একটি স্লাইডিং রিমার ব্যবহার করে পিস্টন পিনের বর্ধিত ব্যাসের সাথে ফিট করার জন্য পুনরায় লাগিয়ে মেরামত করা হয়। সংক্ষিপ্ত রিমারের ব্যবহার অগ্রহণযোগ্য, কারণ এটি সহজেই পিস্টন অক্ষের সাথে পিন অক্ষের লম্বতার লঙ্ঘনের দিকে পরিচালিত করে; অতএব, স্থাপনের পরে, একটি বিশেষ ডিভাইস ব্যবহার করে অক্ষগুলির লম্বতা পরীক্ষা করা প্রয়োজন।
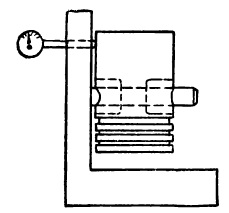
ভাত। পিস্টন পিন অক্ষের লম্বতা পরীক্ষা করা হচ্ছে।
পিস্টনটি ডিভাইসের আঙুলে রাখা হয় এবং র্যাকের কাছাকাছি সরানো হয়। এই ক্ষেত্রে, র্যাকের সাথে সংযুক্ত নির্দেশক পিনটি পিস্টনের সংস্পর্শে আসে এবং নির্দেশক তীরটি একটি নির্দিষ্ট বিচ্যুতি দেবে। সূচক রিডিংগুলি লক্ষ্য করার পরে, পিস্টনটি সরানো হয় এবং অন্য দিকে আঙুলে রাখা হয়। সূচক রিডিংয়ের পার্থক্য 0.05 মিমি অতিক্রম করা উচিত নয়। অন্যথায়, পিস্টন প্রত্যাখ্যান করা আবশ্যক।
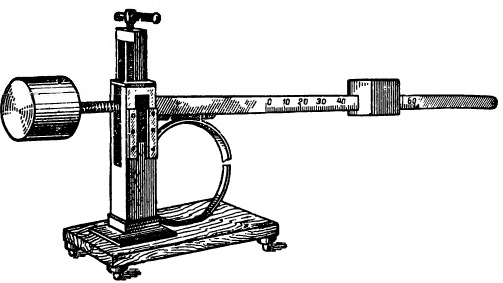
সিলিন্ডারের মেরামতের মাত্রা অনুযায়ী পিস্টন নির্বাচন করা হয়। পিস্টন ব্যাস বাড়ানোর জন্য সংখ্যা তার নীচে স্ট্যাম্প করা হয়। সিলিন্ডার পাওয়ার জন্য প্রতিটি পিস্টন পৃথকভাবে নির্বাচিত হয় প্রয়োজনীয় ছাড়পত্র. স্কার্ট কাটার বিপরীত দিকে একটি ডায়নামোমিটার ব্যবহার করে পিস্টন এবং সিলিন্ডারের মধ্যে একটি ফিলার টেপ টেনে ফাঁকের আকার নির্ধারণ করা হয়। প্রোব যখন ফাঁক দিয়ে চলে তখন ডায়নামোমিটারের বল অবশ্যই নির্দিষ্ট সীমার মধ্যে হতে হবে।
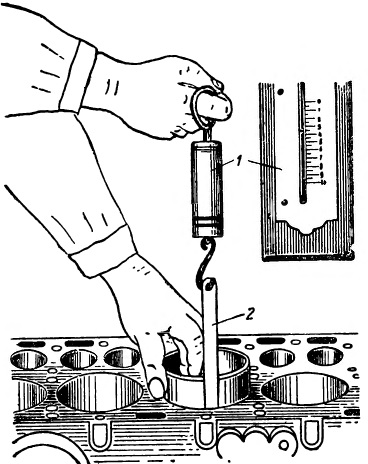
ভাত। পিস্টন এবং সিলিন্ডারের মধ্যে ফাঁক পরীক্ষা করা হচ্ছে:
1 - ডায়নামোমিটার; 2 - প্রোব টেপ।
একটি ফিলার টেপের অনুপস্থিতিতে, পিস্টনটি নির্বাচন করা হয় যাতে এটি হালকা হাতের চাপে সিলিন্ডারের পুরো দৈর্ঘ্য বরাবর অবাধে চলে যায়, কিন্তু সিলিন্ডারটি উল্লম্ব অবস্থানে থাকা অবস্থায় তার নিজের ওজনের নিচে চলে না। ছাড়পত্রের পাশাপাশি, পিস্টন নির্বাচন করার সময়, তাদের ওজনও বিবেচনায় নেওয়া হয়। এক সেটের অ্যালুমিনিয়াম পিস্টনের ওজনের পার্থক্য 5 গ্রামের বেশি হওয়া উচিত নয়।
যখন রিংগুলির পৃষ্ঠটি শেষ হয়ে যায় এবং স্থিতিস্থাপকতা হ্রাস পায়, তখন পিস্টন এবং সিলিন্ডারের মেরামত আকারের সাথে সামঞ্জস্যপূর্ণ মেরামত আকারের নতুনগুলি দিয়ে রিংগুলি প্রতিস্থাপন করা হয়। পিস্টন রিং এর ব্যাস মেরামতের জন্য সংখ্যা লক কাছাকাছি তার শেষ পৃষ্ঠ স্ট্যাম্প করা হয়. সিলিন্ডার এবং পিস্টন অনুযায়ী নতুন রিং নির্বাচন করা হয়।
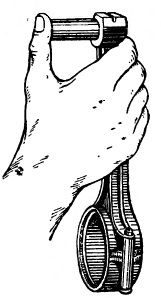
ভাত। পিস্টন রিং জয়েন্টে ফাঁক পরীক্ষা করা হচ্ছে।
একটি সিলিন্ডারের জন্য একটি রিং নির্বাচন করতে, আপনাকে এটি সিলিন্ডারে ইনস্টল করতে হবে, এটি একটি পিস্টন দিয়ে সারিবদ্ধ করতে হবে এবং একটি ফিলার গেজ দিয়ে জয়েন্টে ফাঁকটি পরিমাপ করতে হবে। যদি কোন ফাঁক না থাকে বা এটি ছোট হয়, তাহলে জয়েন্টটিকে স্বাভাবিক আকারে ফাইল করুন। যদি ফাঁক স্বাভাবিকের চেয়ে বড় হয়, তাহলে রিংটি এই সিলিন্ডারের জন্য অনুপযুক্ত।
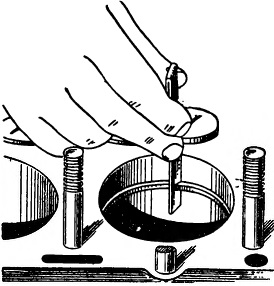
ভাত। পিস্টন রিং খাঁজ মধ্যে ফাঁক পরিমাপ.
পিস্টনের জন্য একটি রিং নির্বাচন করতে, আপনাকে প্রথমে এটিকে পিস্টন খাঁজ বরাবর একটি বৃত্তে "রোল" করতে হবে এবং তারপরে পিস্টন রিং খাঁজের ফাঁক পরিমাপ করতে একটি ফিলার গেজ ব্যবহার করতে হবে। যদি রিংটি খাঁজে আটকে থাকে বা একটি ছোট ফাঁক থাকে তবে আংটির শেষ অংশটি একটি শীটে হাত দিয়ে মাটিতে থাকে। স্যান্ডপেপারএকটি সমতল কাঠের স্ল্যাবের উপর মাউন্ট করা।
রিংগুলির স্থিতিস্থাপকতা পরীক্ষা করা হয় বিশেষ ডিভাইস. এই ক্ষেত্রে, লোডের মাত্রা অবশ্যই সিলিন্ডারে ইনস্টল করা রিংয়ের জয়েন্টের ফাঁকের সাথে মিলিত হতে হবে।
ভাত। পিস্টন রিং এর স্থিতিস্থাপকতা পরীক্ষা করা হচ্ছে।
0.5 মিমি-এর বেশি ব্যাসের পরিধানের পিস্টন পিনগুলিকে অবশ্যই প্রতিস্থাপন করতে হবে এবং 0.5 মিমি-এর কম পরিধানের পিনগুলি একটি ছোট আকারে (যদি পিনটি বড় আকারের হয়), ক্রোম প্লেটিং বা প্রসারণ করে পুনরুদ্ধার করা হয়।
পিন একটি নলাকার পেষকদন্ত বা লেদ একটি বিশেষ সমর্থন-নাকাল ডিভাইস ব্যবহার করে গ্রাউন্ড করা হয়. এই ডিভাইসটিতে একটি গ্রাইন্ডিং স্টোন সহ একটি বৈদ্যুতিক মোটর রয়েছে, এটি লেদ সমর্থনে স্থির করা হয়েছে।
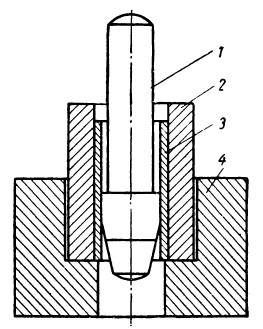
ভাত। পিস্টন পিন এক্সটেনশন:
1 - ম্যান্ড্রেল; 2 - ম্যাট্রিক্স; 3 - পিস্টন পিন; 4 - বেস।
আঙুলের আসল আকার ক্রোম প্লেটিং বা ছড়িয়ে দিয়ে পুনরুদ্ধার করা হয়। একটি বেস, একটি ম্যাট্রিক্স এবং একটি ম্যান্ড্রেল (পাঞ্চ) সমন্বিত একটি বিশেষ ডিভাইসে বিতরণ করা হয়। আঙুলটি 800-900° তাপমাত্রায় উত্তপ্ত করা হয় এবং ম্যাট্রিক্সে ইনস্টল করা হয়, তারপর একটি প্রেসের চাপে বা হাতুড়ির আঘাতে আঙুলের ভিতরে একটি ম্যান্ড্রেল চালিত হয়। ম্যাট্রিক্স আঙুলের এক্সটেনশন সীমাবদ্ধ করে এবং এটি দেয় সঠিক গঠন. বিতরণের পরে, আঙুলটি তেলে নিভিয়ে ফেলা হয়, তারপরে টেম্পারিং এবং নামমাত্র আকারে গ্রাউন্ড করা হয়।
সংযোগকারী রড বুশিং এবং পিস্টন বসের গর্ত অনুসারে একটি মেরামত করা বা নতুন পিস্টন পিন নির্বাচন করা হয়।
ডিভাইস বৈশিষ্ট্য
একটি VAZ ইঞ্জিনের জন্য একটি সংযোগকারী রড সহ একটি পিস্টন সম্পূর্ণ এবং একত্রিত করা
পিস্টনথেকে তৈরি অ্যালুমিনিয়াম খাদএবং রান-ইন উন্নত করার জন্য টিনের একটি স্তর দিয়ে লেপা। পিস্টন স্কার্ট প্রস্থচ্ছেদডিম্বাকৃতি এবং উচ্চতায় শঙ্কু। এই কারণে, পিস্টনের ব্যাস শুধুমাত্র পিস্টন পিনের লম্বভাবে এবং পিস্টন মুকুট থেকে 52.4 মিমি দূরত্বে পিস্টনের ব্যাস পরিমাপ করা অত্যন্ত গুরুত্বপূর্ণ।
পিস্টন পিনের গর্তটি প্রতিসাম্যের অক্ষ থেকে 2 মিমি দ্বারা ইঞ্জিনের ডানদিকে স্থানান্তরিত হয়। এই কারণে জন্য সঠিক ইনস্টলেশনপিস্টন পিনের গর্তের কাছে সিলিন্ডারে পিস্টনটিতে একটি চিহ্ন রয়েছে "П", যা ইঞ্জিনের সামনের দিকে মুখ করা উচিত।
1986 সাল থেকে মেরামতের আকারের পিস্টন। সমস্ত ইঞ্জিন মডেলের জন্য তারা 0.4 এবং 0.8 মিমি বৃদ্ধির বাইরের ব্যাস সহ তৈরি করা হয়। 1986 পর্যন্ত ᴦ. নিম্নলিখিত মেরামতের আকারের পিস্টনগুলি উত্পাদিত হয়েছিল: 2101 এবং 2103 ইঞ্জিনগুলির জন্য - 0.2 বৃদ্ধি সহ; 0.4 এবং 0.6 মিমি; 2105 এবং 21011 এর জন্য - 0.4 এবং 0.7 মিমি বৃদ্ধি সহ।
পিস্টন রিংঢালাই লোহা তৈরি। উপরের কম্প্রেশন রিংয়ের বাইরের পৃষ্ঠটি ক্রোম প্লেটেড এবং একটি ব্যারেল আকৃতি রয়েছে। নীচের কম্প্রেশন রিংটি স্ক্র্যাপার ধরণের (একটি খাঁজ বরাবর বাইরের পৃষ্ঠ), ফসফেটেড। তেল স্ক্র্যাপার রিংটিতে সিলিন্ডার থেকে তেল সরানোর জন্য স্লট এবং একটি অভ্যন্তরীণ কয়েল স্প্রিং (প্রসারণকারী) রয়েছে।
পিস্টন পিন- ইস্পাত, টিউবুলার ক্রস-সেকশন, সংযোগকারী রডের উপরের মাথায় চাপা এবং পিস্টন বসগুলিতে অবাধে ঘোরে।
সংযোগ কারী দন্ড- ইস্পাত, নকল, একটি বিভক্ত নিম্ন মাথা সহ যেখানে সংযোগকারী রড বিয়ারিং শেলগুলি ইনস্টল করা আছে। সংযোগকারী রডটি কভারের সাথে একসাথে প্রক্রিয়া করা হয়; অতএব, সমাবেশের সময়, সংযোগকারী রড এবং কভারের সংখ্যা একই হতে হবে।
পিস্টন এবং সিলিন্ডারের (নতুন অংশগুলির জন্য) মধ্যে গণনাকৃত ফাঁক 0.05-0.07 মিমি। এটি সিলিন্ডার এবং পিস্টন পরিমাপ করে নির্ধারিত হয় এবং সিলিন্ডারের মতো একই শ্রেণীর পিস্টন ইনস্টল করে নিশ্চিত করা হয়। সর্বাধিক অনুমোদিত ব্যবধান (অংশ পরিধানের ক্ষেত্রে) 0.15 মিমি। বিঃদ্রঃ. পিস্টনের ব্যাস পিস্টন মুকুট থেকে 52.4 মিমি দূরত্বে পিস্টন পিনের লম্বভাবে একটি সমতলে পরিমাপ করা হয়। বাইরের ব্যাস অনুসারে, পিস্টনগুলিকে প্রতি 0.01 মিমি পাঁচটি শ্রেণীতে (A, B, C, D, E) ভাগ করা হয় এবং পিস্টন পিনের গর্তের ব্যাস অনুসারে - প্রতি 0.004 মিমিতে তিনটি বিভাগে। পিস্টন শ্রেণী (অক্ষর) এবং পিস্টন পিন হোল বিভাগ (সংখ্যা) পিস্টন নীচে স্ট্যাম্প করা হয়।
যদি একটি ব্যবহৃত ইঞ্জিনে 0.15 মিমি-এর বেশি ব্যবধান থাকে, তবে সিলিন্ডারগুলিতে পিস্টনগুলি পুনরায় নির্বাচন করা অত্যন্ত গুরুত্বপূর্ণ যাতে ব্যবধানটি গণনাকৃতটির যতটা সম্ভব কাছাকাছি থাকে।
খুচরা যন্ত্রাংশের মধ্যে A, C, E ক্লাসের পিস্টন রয়েছে। ইঞ্জিন মেরামতের সময় যে কোনো সিলিন্ডারের জন্য পিস্টন নির্বাচন করার জন্য এই ক্লাসগুলি যথেষ্ট, যেহেতু পিস্টন এবং সিলিন্ডারগুলি মাপের সামান্য ওভারল্যাপ সহ ক্লাসে বিভক্ত।
সমাবেশ . সমাবেশের আগে, পিস্টন এবং সংযোগকারী রডের সাথে পিনটি ফিট করুন। নতুন অংশগুলির জন্য, সংযোগকারী রড এবং পিস্টনের পিনের ছিদ্রের শ্রেণী অবশ্যই পিনের শ্রেণীর অনুরূপ হতে হবে। ব্যবহৃত অংশগুলির জন্য, সঠিক মিলনের জন্য এটি অত্যন্ত গুরুত্বপূর্ণ যে পিস্টন পিনটি, ইঞ্জিন তেল দিয়ে লুব্রিকেট করা, পিস্টনের বোরে বা সংযোগকারী রডের সাথে ফিট করে কেবল থাম্ব টিপে এবং এটি থেকে পড়ে না যায়। যে আঙুলটি পড়ে যায় সেটিকে পরবর্তী বিভাগের অন্য একটি দিয়ে প্রতিস্থাপন করুন। যদি পিস্টনে তৃতীয় শ্রেণীর পিন ঢোকানো হয়, পিস্টন পিন এবং সংযোগকারী রডটি প্রতিস্থাপন করুন।
সংযোগকারী রড এবং পিস্টন গ্রুপের সমাবেশ disassembly এর বিপরীত ক্রমে সঞ্চালিত হয়। পিস্টন পিন ইনস্টল করার পরে, পিস্টন বসের গর্তগুলির মাধ্যমে ইঞ্জিন তেল দিয়ে এটি লুব্রিকেট করুন। নিম্নলিখিত ক্রমে পিস্টন রিং ইনস্টল করুন. ইঞ্জিন তেল দিয়ে পিস্টনের খাঁজ এবং পিস্টনের রিংগুলিকে লুব্রিকেট করুন। পিস্টন রিংগুলিকে প্রাচ্য দিন যাতে উপরের কম্প্রেশন রিং লকটি পিস্টন পিন অক্ষের 45° কোণে থাকে, নীচের কম্প্রেশন রিং লকটি উপরের কম্প্রেশন রিং লক অক্ষের প্রায় 180° কোণে থাকে এবং তেল স্ক্র্যাপার রিং লকটি উপরের কম্প্রেশন রিংটিকে লক করার অক্ষের প্রায় 90° কোণে রয়েছে। খাঁজটি নীচের দিকে রেখে নীচের কম্প্রেশন রিংটি ইনস্টল করুন। যদি রিংটি "শীর্ষ" বা "টপ" চিহ্নিত করা হয়, তাহলে মার্ক আপ (পিস্টনের নীচের দিকে) রিংটি ইনস্টল করুন। ইনস্টলেশনের আগে তেল স্ক্র্যাপার রিংস্প্রিং এক্সপেন্ডারের জয়েন্টটি রিং লকের বিপরীত দিকে অবস্থিত কিনা তা পরীক্ষা করুন।
ডিভাইস বৈশিষ্ট্য
একটি VAZ ইঞ্জিনের জন্য একটি সংযোগকারী রড সহ একটি পিস্টন সম্পূর্ণ এবং একত্রিত করা
পিস্টনঅ্যালুমিনিয়াম খাদ দিয়ে তৈরি এবং পরিধানযোগ্যতা উন্নত করতে টিনের একটি স্তর দিয়ে প্রলিপ্ত। পিস্টন স্কার্টটি ক্রস বিভাগে ডিম্বাকৃতি এবং উচ্চতায় শঙ্কুযুক্ত। অতএব, পিস্টনের ব্যাস শুধুমাত্র পিস্টন পিনের লম্বভাবে এবং পিস্টনের নীচে থেকে 52.4 মিমি দূরত্বে পরিমাপ করা প্রয়োজন।
পিস্টন পিনের গর্তটি প্রতিসাম্যের অক্ষ থেকে 2 মিমি দ্বারা ইঞ্জিনের ডানদিকে স্থানান্তরিত হয়। অতএব, সিলিন্ডারে পিস্টনটি সঠিকভাবে ইনস্টল করার জন্য, পিস্টন পিনের গর্তের কাছে একটি "P" চিহ্ন রয়েছে, যা ইঞ্জিনের সামনের দিকে মুখ করা উচিত।
1986 সাল থেকে, সমস্ত ইঞ্জিন মডেলের জন্য মেরামত আকারের পিস্টনগুলি 0.4 এবং 0.8 মিমি বৃদ্ধির বাইরের ব্যাস সহ তৈরি করা হয়েছে। 1986 অবধি, নিম্নলিখিত মেরামতের আকারের পিস্টনগুলি উত্পাদিত হয়েছিল: 2101 এবং 2103 ইঞ্জিনগুলির জন্য - 0.2 বৃদ্ধি সহ; 0.4 এবং 0.6 মিমি; 2105 এবং 21011 এর জন্য - 0.4 এবং 0.7 মিমি বৃদ্ধি সহ।
পিস্টন রিংঢালাই লোহা তৈরি। উপরের কম্প্রেশন রিংয়ের বাইরের পৃষ্ঠটি ক্রোম প্লেটেড এবং একটি ব্যারেল আকৃতি রয়েছে। নীচের কম্প্রেশন রিংটি স্ক্র্যাপার ধরণের (বাহ্যিক পৃষ্ঠ বরাবর একটি খাঁজ সহ), ফসফেটেড। তেল স্ক্র্যাপার রিংটিতে সিলিন্ডার থেকে তেল সরানোর জন্য স্লট এবং একটি অভ্যন্তরীণ কয়েল স্প্রিং (প্রসারণকারী) রয়েছে।
পিস্টন পিন- ইস্পাত, টিউবুলার ক্রস-সেকশন, সংযোগকারী রডের উপরের মাথায় চাপা এবং পিস্টন বসগুলিতে অবাধে ঘোরে।
সংযোগ কারী দন্ড- ইস্পাত, নকল, একটি বিভক্ত নিম্ন মাথা সহ যেখানে সংযোগকারী রড বিয়ারিং শেলগুলি ইনস্টল করা আছে। সংযোগকারী রডটি কভারের সাথে একসাথে প্রক্রিয়া করা হয়, তাই সমাবেশের সময় সংযোগকারী রড এবং কভারের সংখ্যা একই হতে হবে।
পিস্টন এবং সিলিন্ডারের (নতুন অংশগুলির জন্য) মধ্যে গণনাকৃত ফাঁক 0.05-0.07 মিমি। এটি সিলিন্ডার এবং পিস্টন পরিমাপ করে নির্ধারিত হয় এবং সিলিন্ডারের মতো একই শ্রেণীর পিস্টন ইনস্টল করে নিশ্চিত করা হয়। সর্বাধিক অনুমতিযোগ্য ফাঁক (যদি অংশগুলি পরিধান করা হয়) 0.15 মিমি।
বিঃদ্রঃ. পিস্টনের ব্যাস পিস্টন মুকুট থেকে 52.4 মিমি দূরত্বে পিস্টন পিনের লম্বভাবে একটি সমতলে পরিমাপ করা হয়।
বাইরের ব্যাস অনুসারে, পিস্টনগুলিকে প্রতি 0.01 মিমি পাঁচটি শ্রেণীতে (A, B, C, D, E) ভাগ করা হয় এবং পিস্টন পিনের গর্তের ব্যাস অনুসারে - প্রতি 0.004 মিমিতে তিনটি বিভাগে। পিস্টন শ্রেণী (অক্ষর) এবং পিস্টন পিন হোল বিভাগ (সংখ্যা) পিস্টন নীচে স্ট্যাম্প করা হয়।
যদি একটি ব্যবহৃত ইঞ্জিনে 0.15 মিমি-এর বেশি ব্যবধান থাকে, তবে সিলিন্ডারগুলিতে পিস্টনগুলিকে পুনরায় নির্বাচন করা প্রয়োজন যাতে ব্যবধানটি গণনাকৃতটির যতটা সম্ভব কাছাকাছি থাকে।
খুচরা যন্ত্রাংশ A, C, E ক্লাসের পিস্টন অন্তর্ভুক্ত করে। ইঞ্জিন মেরামত করার সময় যে কোনো সিলিন্ডারের জন্য একটি পিস্টন নির্বাচন করার জন্য এই ক্লাসগুলি যথেষ্ট, তাই
কীভাবে পিস্টন এবং সিলিন্ডারগুলিকে সামান্য আকারের ওভারল্যাপ সহ ক্লাসে ভাগ করা হয়।
সমাবেশ . সমাবেশের আগে, পিস্টন এবং সংযোগকারী রডের সাথে পিনটি ফিট করুন। নতুন অংশগুলির জন্য, সংযোগকারী রড এবং পিস্টনের পিনের ছিদ্রের শ্রেণী অবশ্যই পিনের শ্রেণীর অনুরূপ হতে হবে। ব্যবহৃত অংশগুলির জন্য, সঠিক মিলনের জন্য এটি প্রয়োজনীয় যে ইঞ্জিন তেল দিয়ে লুব্রিকেট করা পিস্টন পিনটি কেবল থাম্ব টিপে পিস্টন বা সংযোগকারী রডের গর্তে প্রবেশ করে এবং এটি থেকে পড়ে না যায়। যে আঙুলটি পড়ে যায় সেটিকে পরবর্তী বিভাগের অন্য একটি দিয়ে প্রতিস্থাপন করুন। যদি পিস্টনে তৃতীয় শ্রেণীর পিন ঢোকানো হয়, পিস্টন পিন এবং সংযোগকারী রডটি প্রতিস্থাপন করুন।
সংযোগকারী রড এবং পিস্টন গ্রুপের সমাবেশ disassembly এর বিপরীত ক্রমে সঞ্চালিত হয়। পিস্টন পিন ইনস্টল করার পরে, পিস্টন বসের গর্তগুলির মাধ্যমে ইঞ্জিন তেল দিয়ে এটি লুব্রিকেট করুন। নিম্নলিখিত ক্রমে পিস্টন রিং ইনস্টল করুন. ইঞ্জিন তেল দিয়ে পিস্টনের খাঁজ এবং পিস্টনের রিংগুলিকে লুব্রিকেট করুন। পিস্টন রিংগুলিকে প্রাচ্য দিন যাতে উপরের কম্প্রেশন রিং লকটি পিস্টন পিন অক্ষের 45° কোণে থাকে, নীচের কম্প্রেশন রিং লকটি উপরের কম্প্রেশন রিং লক অক্ষের প্রায় 180° কোণে থাকে এবং তেল স্ক্র্যাপার রিং লকটি উপরের কম্প্রেশন রিংটিকে লক করার অক্ষের প্রায় 90° কোণে রয়েছে। খাঁজটি নীচের দিকে রেখে নীচের কম্প্রেশন রিংটি ইনস্টল করুন। যদি রিংটি "টপ" বা "টপ" চিহ্নিত করা হয়, তাহলে রিংটি ইনস্টল করুন এবং চিহ্নটি উপরের দিকে (পিস্টনের নীচের দিকে)। তেল স্ক্র্যাপার রিং ইনস্টল করার আগে, স্প্রিং এক্সপেন্ডারের জয়েন্টটি রিং লকের বিপরীত দিকে অবস্থিত কিনা তা পরীক্ষা করে দেখুন।
.jpg)










