In some cases it is necessary to obtain square-shaped holes. Conventional methods inefficient and heavy. The most primitive of them comes down to preliminary drilling a hole with a diameter equal to the circle inscribed in a square, and gradually punching it out. You will need a tool that can work without rotating the tool head, as well as a special adapter. It’s easier to use a so-called “square” drill (Watts drill), or, more precisely, a cutter.
Back in the 15th century, the legendary Leonardo da Vinci, studying the properties geometric shapes, drew attention to the so-called geometric objects with equal thickness. There are an infinite number of such figures, but the simplest - besides a circle - is a rounded triangle, which can be formed as follows. An equilateral triangle is drawn, each of the corners of which is connected by an arc of a circle drawn from the center of the opposite side. The peculiarity of such a triangle will be that all its sides will have a constant width, which is equal to the length of the side of the original equilateral triangle.
L. Euler drew practical benefit from this fact, who three centuries later demonstrated the rotation of such a rounded triangle: first around its own axis, and then with some eccentricity, since the cardan mechanism was already known to science and technology of that time.
The German engineer F. Relo went even further in the practical use of this figure, who drew attention to the fact that the trajectory of the corners of a moving triangle with certain methods of its rotation is very close to a square. Only directly in the corners of the square outer surface describes an arc, however, of a small radius. In modern technical literature, such a triangle is called the Reuleaux triangle, although this figure actually no longer has any angles.

A few more decades will pass, and the Englishman G. Watts will come up with a device that can provide a guaranteed square trajectory for a metal-cutting tool. Technical solution for the Watts drill was patented in 1916, and a year later mass production of such tools began.
The majority of the technical community believes that it is still a milling cutter. However, manufacturers stubbornly continue to call this tool a drill for square holes, a Watts drill or a drill whose profile corresponds to the Reuleaux triangle.
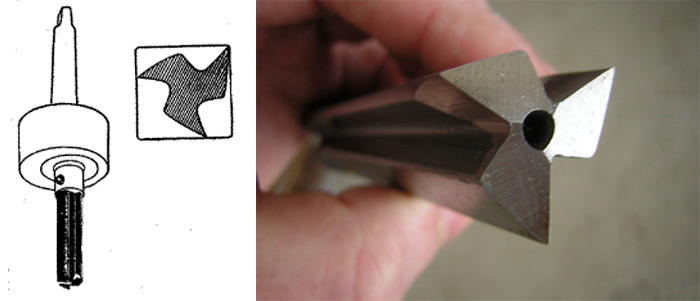
Which is more correct? If we turn to the kinematics of movement of such a cutting tool (for clarity, you can use the diagram shown in Fig. 1), you will find that metal removal will be carried out only by the side surface, and there will be more than one cutting plane, as in regular drill, but four, which is more typical for cutters.
However, a single rotating motion will not be enough to obtain a square hole. Simple mathematical calculations (not given in this article) show: in order for a “drill” for a square hole to perform its function, during operation it must describe not only the basic rotational movement of the cutting edge, but also the rocking movement of the drill/cutter around a certain axis. Both movements must be made in mutual opposite directions.

Figure 1 – Reuleaux Triangle: a) – construction; b) rotation sequence to obtain a square-shaped hole.
The angular velocity of both rotations is determined quite simply. If we take the rotation frequency of the drill shaft (or hammer drill) as the parameter f, then a speed of 0.625f is sufficient for oscillatory rotations of the spindle around its own axis. In this case, the spindle axis is, as it were, clamped between the working shaft and the drive wheel, causing the drill/cutter to oscillate clamping fixture with residual speed
(1 – 0.625)f = 0.375f.
The resulting cutter rotation speed can be determined more accurately using technical characteristics drill/hammer, but it is clear that it will be much lower than what the tool was originally designed for. Therefore, obtaining a square hole will occur with less productivity.
It is impossible to directly use a cutter/drill for square holes with a Reuleaux triangle profile - grooves are needed to remove the resulting chips.
Therefore (see Fig. 2) the profile of the working part of the tool is the figure described above, from which three half-ellipses are cut out. In this case, three goals are realized: the moment of inertia of the drill and the load on the spindle are reduced, and the cutting ability of the cutter is increased.

Figure 2 – Actual profile of the working part of the tool
The design of the tool is as follows. Actually, the working part includes a working surface used to remove metal and grooves that remove chips. A cutter-drill for square holes is made from U8 steel and hardened to a hardness of HRC 52...56. Under particularly severe operating conditions, products made of X12 alloy steel with a hardness of HRC 56...60 are used. With normal coolant supply and due to relatively low temperatures in the processing zone, tool life is high.
More complex design has an adapter spindle. It includes:

For household devices, manufacturers of cutters/drills for square holes offer overhead frames that are connected by a cardan drive to the chuck and communicate eccentric movements cutting tool. The thickness of this frame determines the depth of the resulting hole.
To connect the device to the machine chuck, a special adapter is also required. It consists of:
For practical application For the tool in question, it is enough to give the spindle of the main equipment a feed in the required direction. Broaching milling machines and lathes are suitable for making square holes using such equipment.
//www.youtube.com/watch?v=60WbTPNFT-8
The disadvantage of Watts drills is the presence of radius arcs in the corners of the square, which is not always acceptable. In addition, square hole drills made using the Reuleaux triangle cannot handle thick workpieces. In such cases, you can use electroerosive/laser technologies, and also, which is easier, use welding or stamping.
Sets of punches for square holes are produced in an assortment of transverse sizes up to 70×70 mm in metal with a thickness of up to 12...16 mm. The kit includes:
To apply force to the punch, you can use hydraulic jack. The punched hole is distinguished by the cleanliness of the resulting edges, as well as the absence of burrs. A similar tool is produced, in particular, by the Veritas trademark (Canada).
If available in household welding inverter a square hole in a steel piece can be burned. For this purpose, a round hole is pre-drilled (with a reserve) in the workpiece, then a square of graphite grades EEG or MPG of the required size is inserted into it, after which it is scalded along the contour. The graphite is removed, and a square hole remains in the product. If necessary, it can be cleaned and sanded.
Anyone can do it in a material of any density. But what if you need a square hole? Many people will find it implausible to be able to drill a square into soft, pliable wood or into a piece of durable metal. The Watts drill copes with this difficult task.
Even today, to obtain a square hole, craftsmen drill a round hole of the appropriate diameter and punch out the corners with special tools. This operation can be performed much faster and easier with a “square” Watts drill. The basis of its design is the Reuleaux triangle - a figure formed by the intersection of three identical circles. The radii of these circles are equal to the side of a regular triangle, and its vertices are the centers of the circles.
The figure bears the name of the German scientist Franz Reuleaux, since he was the first to study in detail the properties of the resulting triangle and apply them in his inventions. However, the geometry of the Reuleaux triangle was used in the shape of windows in the construction of the Church of Our Lady in Bruges back in the 13th century. IN early XVI century Leonardo Da Vinci depicted a “map of the world” on four triangles Reuleau. This figure appears in his manuscripts and the Madrid Codex. In the 18th century, a triangle made of equal arcs of three circles was demonstrated by the famous mathematician Leonhard Euler. In 1916, an English engineer working in the USA, Harry Watts, developed and patented a cutter for square holes in a “floating” chuck.
The unique invention makes it possible to obtain holes of almost correct form: The corners of the square are rounded with a small radius. The raw area of a square hole does not exceed 2%. Distinctive feature triangular drill Watts is that when rotated, its center describes arcuate ellipsoidal curves, and does not stand still like a traditional twist drill. With this movement, the vertices of the triangle draw a square with parallel, perfectly straight sides. The chuck for such a cutter has an original design that does not impede movement.
When chips are formed, the cutter must have grooves to remove them. The profile of the working part of the Watts drill is a Reuleaux triangle with three halves of ellipses cut out of it.

This design with grooves for chip removal solves 3 problems simultaneously:
Typically, square holes are made on lathes or milling machines. The drill for square holes is fixed in the machine chuck with a special adapter. For household use square cutter Manufacturers offer overhead frames that connect to the cardan drive chuck and impart eccentric movements to the cutting tool. The depth of the hole corresponds to the thickness of the frame.
Today, high-quality drills that work quickly and for a long time are made from high-alloy steel grades. In their composition, such alloys contain more than 10% alloying additives, such as tungsten, chromium, vanadium and molybdenum. Different percentages of elements and various methods of hardening steel form alloys that differ in level of hardness, toughness, impact load resistance, cost and other characteristics.

Metal drill bits - the most widely used consumables for electrical equipment for several reasons:
In Russia and many other countries, the greatest demand is for drills made of high-speed steel grade R6M5, which contains tungsten and molybdenum. The strength and price of products significantly increases when cobalt is added to the alloy or drills are coated with cooling titanium-nitride sputtering.
Metal drills are used to make holes in products made of bronze, cast iron, copper, steel different brands, metal ceramics and other materials. For drilling tough, difficult-to-cut steel, high-strength products with the addition of cobalt are used. During operation, chips are discharged along two longitudinal grooves. Based on the shape of the tail, such instruments are divided into three types:

A metal drill with a conical shank is inserted directly into the machine when used. A special chuck is required for hex and cylindrical shanks.
The quality of a drill for any material is determined primarily by its color:
The working dimensions of metal drills are presented modern manufacturers V wide range. GOST provides for the division of such products into types in accordance with certain sizes.

Metal drills are divided into several categories:
GOSTs 4010-77, 886-77 and 10902-77 regulate the classification of drills by length and diameter.
Professional craftsmen in their collection have drills for every material: brick and concrete, metal and plastic, diamond drill for glass and ceramics. Glass is an extremely capricious material and requires the use of a high-quality and durable drill. Glass and ceramic surfaces can be machined with diamond-coated drills at the working end. The quality of such products is determined by the method of their manufacture. The thinnest and most inexpensive drills are made using the galvanic method. Stronger instruments are produced using the powder process. They are distinguished by durability and stability. Relatively inexpensive, high-strength drills with increased abrasiveness are produced using the modern vacuum method.

To drill a hole in a glass surface, you need to have good skills. This long and painstaking process is carried out smoothly and slowly at maximum speed without pressure, only with a diamond drill mounted strictly vertically. The hole must be constantly moistened with water to cool it. This action is more like scratching a hole with diamond grains.
If you have it on hand necessary tools and drills the right size, any renovation work will take place quickly and efficiently.
I think each of you made a case for your electronic craft. And when making a body, one nasty problem often arises - making a hole with a shape other than a circle. For example, square, under an LED indicator.
I used to suffer for a long time, drilling along the contour, then grinding these teeth, cursing about the fact that I sanded off too much or messed up the parallelism. In general, I have my hands full on everything related to the machining of materials. And there is nothing to be done about it. But where the hands cannot, the head must work. And we came up with a simple and effective solution.
So. You need to make a square hole in the plastic case.
First, let's mark the hole. It is better to do this using a paper template - you need to mark the corners as clearly as possible. We do this on the outside, front side! Then the corners are drilled through with a thin drill. Here it is important to take a thinner drill. The thinner the hole, the more accurate our hole will be.
Take a ruler and a sharp scalpel. Can stationery knife or whatever is at hand. The main requirement is that it must be very sharp, rigid and not loose. I do things like this with a cutter.
Using a ruler from hole to hole, exactly according to the size of our hole (no more, no less, exactly the same!) we make cuts. The deeper the better, but without fanaticism. Because the deeper you cut, the greater the chance that the blade will break off and we will kick outer surface, but this is not the same - it’s ugly. The holes here also rule because the tip of the scalpel falls into them and the edge of the cut does not go further than the hole. Markup here most important stage . It depends on him whether everything will turn out perfect the first time or whether it will have to be trimmed.
That's it, we got four pieces inside. Now we need to pick them up from the center and break inside!
The cut we made will give us a weak point at which the plastic will burst and break. And the holes at the edges will prevent the crack from going further than it should.
It took me no more than 10 minutes to pick this hole. This includes cleaning up trash and being distracted by taking photographs and searching for a scalpel or a drill.
The simplest figure of the hundred-yang shi-ri-na will help us in drilling square holes. If you move the center of this “triangle” along a certain trajectory, then its vertices are drawn almost like a square, and the he will sweep the entire area inside the radiant figure.
The edges of the best figure, except for small pieces in the corners, will be strictly straight ! And if you continue to live from the cutting, then you will see the corners, then the result will be exactly a square.
In order to be described above, the center of the triangular Re-lo needs to be moved along the trajectory, clearly la-yu-shchey-glue-coy from four one-to-one arcs of el-lip-owls. The centers of the el-lips are located at the tops of the square, and along the axis, at an angle of $45^\circ$ from-but-si-tel-but the sides of the square are equal to $k\cdot(1+1/\sqrt3)/2$ and $k\cdot(1-1/\sqrt3)/ 2$, where $k$ is the length of a hundred square meters.
Curved, rounded corners also appear as du-ga-mi el-lip-sovs with centers in the corners of squares , their half-axis is at an angle of $45^\circ$ from the sides of the square and is equal to $k\cdot(\sqrt3+ 1)/2$ and $k\cdot(1/\sqrt3-1)/2$.
The area of the invisible corners is only about 2% of the area of the entire square!
Now, if you make a drill in the form of a triangular Re-lo, then you can drill square holes with a little -go-round-the-corner-of-me, but ab-so-lyut-but straight-we-a-hundred-on-mi!
All that's left is to make that drill... Or rather, it's not difficult to make the drill itself, you just need it to fit in this is the triangle of Re-lo, and the cutting edges of the owls are with its tops.
The difficulty lies in the fact that, as already mentioned above, the tra-ek-to-ria of the center of the drill must be -one hundred of four arcs of el-lip-owls. Vi-zu-al-but this curve is very similar to a circle and even ma-te-ma-ti-che-ski close to it, but still it is not a circle ness. And all the ex-cen-tri-ki (a circle placed on a circle of another ra-di-u-sa with a shifted center), use-use- They are in tech, they move strictly in a circle.
In 1914, the English engineer Harry James Watts figured out how to arrange such a drilling. On the surface he places a right-handed template with a pro-cut in the form of a square, in which a drill moves, inserted into a socket with a “free-floating drill in it.” A patent for such a pa-tron was issued to a company that started manufacturing Watts drills in 1916.
Je-ro-la-mo CARDANO (1501 - 1576). When, in 1541, im-per-ra-tor Charles V tri-um-fal-no entered the Za-vo-e-van-ny Milan, rector of the College of Vra -whose Kar-da-no was walking next to the bal-da-khin. In response to the honor, he offered to equip the royal crew with the weight of two shafts, which were not you-ve-det ka-re-tu from go-ri-zon-tal-no-go po-lo-zhe-niya […]. Justice demands to note that the idea of such a system goes back to antiquity and that at the very least in the “At-lan-ti-che-sky codex” Leo-nar-do da Vin-chi has a ri-su-nok su-do-vo-go com-pa-sa with kar -given under the weight. Such com-pa-sys in the first half of the 16th century, apparently, without influence -I-niya Kar-da-no.
S. G. Gin-di-kin. Talk about physics and ma-te-ma-ti-kah.
We are using another known structure. We attach the drill rigidly to the triangular re-lo, placing it in a square on the right-hand frame . Sam-ma ram-ka fi-si-ru-et-sya on the drill. All that remains now is to transfer the rotation of the drill to the tri-corner of Re-lo.
As a rule, problems with the formation of round holes in metal do not arise. Today you can find a huge number of drills on sale, some can be used to form a square or rectangle. To solve this problem, special devices are also used.
Square holes are often obtained by using milling cutters. This type of tool has become extremely widespread, but in some cases it is easier to get square holes in metal using drills. Let's take the following points as an example:
In addition, cutters are installed in machines, which are expensive, but conventional equipment is not suitable for drilling. This is due to the fact that the drill must move along a certain path.
The Watts square hole drill is based on the Reuleaux triangle shape. Among the features are:
It is worth considering that the resulting rectangle or square has slightly rounded corners. Devices for drilling Watts square holes should not limit the movement of the chuck with the drill, otherwise it will not be possible to obtain the shape in question. The operating principles and design of the recommended equipment allow you to create it yourself using scrap materials.
The production of radius arcs leads to a significant decrease in the quality of the resulting product. That is why the possibility of using other methods for obtaining a square hole is often considered:
There are special sets of punches on sale that can also be used in this case. The kit is a combination of the following elements.









.jpg)

