La figura más simple de un shi-ri-na de cien yang-noy puede ayudarnos a perforar agujeros cuadrados. Si mueve el centro de este "triángulo-no-ka" a lo largo de un tra-ek-to-ri, entonces sus vértices son casi un cuadrado, y él za-me-tets toda el área dentro del lu-chen-noy cifra.
Gra-ni-tsy en una figura lu-chen-noy, a excepción de los pequeños ku-soch-kov en las esquinas, ¡serán estrictamente rectos-we-mi! Y si continúas viviendo de los cortes, el mismo rincón-loch-ki to-ba-viving, entonces es mejor leer exactamente en un cuadrado.
Para describir mejor el san-noe de arriba, el centro del triángulo-no-ka Re-lo necesita moverse a lo largo del tra-ek-to-rii, la-yu-shche-sya glue-coy de four-you -rekh uno a uno arcos de el-lip-owls. Los centros de los búhos de los labios están ras-lo-mismo-en la parte superior del cuadrado, y a lo largo del eje lu, girados en un ángulo de $45 ^\circ$ desde-no-si-tel-ningún lado del cuadrado, igual a $k\cdot(1+1/\sqrt3)/2$ y $k\cdot(1-1/\sqrt3)/ 2$, donde $k$ es la longitud de una centena -nosotros-tú-cher-chi-va-e-mo-go square-ra-ta.
Cree-vye, round-la-u-schee esquinas, so yav-la-yut-sya du-ha-mi el-lip-ovs con centres-tra-mi en las esquinas de la square-ra-ta , son a lo largo del eje lu a lo largo del vert-bueno-usted en un ángulo de $45^\circ$ desde-pero-si-tel-pero los lados del cuadrado y son iguales a $k\cdot(\sqrt3+ 1)/2 $ y $k\cdot(1/\sqrt3-1)/2$.
¡El área de no-yo-t-o-n-y esquinas-de-loch-kov es solo alrededor del 2% del área de todo el cuadrado-ra-ta!
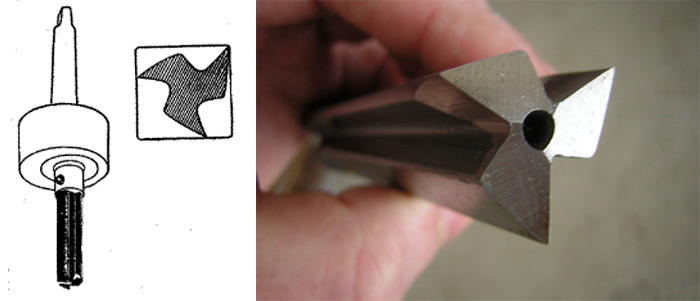
Ahora, si haces un taladro en forma de triángulo-no-ka Re-lo, entonces será posible perforar agujeros cuadrados con un pequeño redondo-len-us-mi esquina-ka-mi, pero ab- co-laúd-pero recto-nosotros-mi cien-ro-na-mi!
Queda por hacer tal simulacro ... O más bien, no es difícil hacer un simulacro, solo es necesario que se-che-ni triangular-nick Re-lo, y re-zhu-shchie-ki owls-pa- da-li con sus tops-shi-on-mi.
La dificultad radica en el hecho de que, como ya era de-me-che-pero arriba, el tra-ek-to-riya del centro del taladro debe estar con -sobresalir de los arcos de cuatro-you-rekh de el -lechuzas labiales. Wi-zu-al-pero esta curva es muy similar a un círculo y sí, ma-te-ma-ti-che-ski está cerca, pero aún así no es un círculo. Y todos los ex-tsen-tri-ki (círculo, in-sa-femenino-ny sobre el círculo de otro ra-di-u-sa con centro desplazado), use-use-e-mye en teh-no- ke, si, se mueven estrictamente a lo largo de la circunferencia.
En 1914, el ingeniero inglés Harry James Watts ideó cómo organizar tal perforación. En la superficie, está on-kla-dy-va-et on-right-la-th-scheme con un pro-re-ze en forma de quad-ra-ta, en some-rum el taladro dice, insertado en el cartucho con "free-but-flo-va-yu-schi in it with a drill". Se emitió una patente para un cartucho de este tipo a una empresa que comenzó a perforar Watts en 1916.
Je-ro-la-mo CARDANO (1501 - 1576). Cuando, en 1541, im-pe-ra-tor Carlos V tres-um-fal-pero entró en la za-vo-van-ny Mi-lan, el rector del colegio de la vra -cuya Kar-da-pero caminó al lado del ball-da-hi-nom. En respuesta al honor rendido, se ofreció a suministrar a la tripulación del rey un peso de dos flechas, que no eran you-ve-det ka-re-tu del go-ri-zon-tal-no-go-lo- mismo […]. Justicia hay que señalar que la idea de tal si-ste-nosotros se remonta a anti-tich-no-sti y que al menos en “At-lan-ti-che-ko-dec-se " Leo-nar-do da Vin-chi tiene ri-su-nok su-do-vo-go com-pa-sa con coche -dado por debajo del peso. Tal com-pa-sy in-lu-chi-li races-pro-country-non-nie en el primer vino en el siglo XVI, in-vi-di-mo-mu, sin influencia -i-niya Kar- sí, pero.
S. G. Gin-di-kin. Ras-skaz-zy sobre físicos y ma-te-ma-ti-kah.
Estamos usando otro de occidente con-struct-qi-her. At-cre-pim-drill hard-to-tri-angle-no-ku . Sa-ma ram-ka fi-si-ru-et-sya en el dre-li. Resta ahora volver a dar la rotación del pa-tro-en el dre-ya sea el tri-ángulo-no-ku Re-lo.
En algunos casos es necesario obtener agujeros en forma de cuadrado. Caminos convencionales improductivo y pesado. El más primitivo de ellos se reduce a perforar previamente un agujero con un diámetro igual a un círculo inscrito en un cuadrado, y perforarlo gradualmente. Necesitará una herramienta que pueda funcionar sin girar el cabezal de la herramienta, así como un adaptador especial. Es más fácil usar el llamado taladro "cuadrado" (taladro Watts) o, más precisamente, una fresa.
Allá por el siglo XV, el legendario Leonardo da Vinci, estudiando las propiedades formas geométricas, llamó la atención sobre los llamados objetos geométricos con igual espesor. Hay un número infinito de tales figuras, pero la más simple, además del círculo, es un triángulo redondeado, que se puede formar de la siguiente manera. Se dibuja un triángulo equilátero, cada una de cuyas esquinas está conectada por un arco de círculo dibujado desde el centro del lado opuesto. Una característica de tal triángulo será que todos sus lados tendrán un ancho constante, que es igual a la longitud del lado del triángulo equilátero original.
L. Euler sacó provecho práctico de este hecho, quien tres siglos más tarde demostró la rotación de un triángulo redondeado de este tipo: primero alrededor de su propio eje, y luego con cierta excentricidad, ya que el mecanismo cardán ya era conocido por la ciencia y la tecnología de aquel. hora.
El ingeniero alemán F. Relo fue aún más lejos en el uso práctico de esta figura, quien llamó la atención sobre el hecho de que la trayectoria de los ángulos de un triángulo en movimiento con ciertos métodos de su rotación es muy cercana a un cuadrado. Solo directamente en las esquinas de la plaza. Superficie exterior describe un arco, sin embargo, de un radio pequeño. En la literatura técnica moderna, este triángulo se llama triángulo de Reuleaux, aunque esta figura en realidad ya no tiene ángulos.

Pasarán algunas décadas más y el inglés G. Watts presentará un dispositivo que puede proporcionar una trayectoria cuadrada garantizada para una herramienta de corte de metal. Solución técnica para el taladro Watts fue patentado en 1916, y un año después comenzó la producción en masa de tales herramientas.
La mayor parte de la comunidad técnica cree que sigue siendo un cortador. Sin embargo, los fabricantes persisten en referirse a esta herramienta como taladro de agujero cuadrado, taladro Watts o taladro Reuleaux.
¿Qué es más correcto? Si pasamos a la cinemática del movimiento de una herramienta de corte de este tipo (para mayor claridad, puede usar el diagrama que se muestra en la Fig. 1, entonces puede encontrar que el metal se eliminará solo por la superficie lateral, y habrá más de un plano de corte, como en taladro convencional, y cuatro, que es más propio de cortadores.
Sin embargo, un movimiento de rotación no será suficiente para obtener un agujero cuadrado. Cálculos matemáticos simples (no presentados en este artículo) muestran que para que un "taladro" para un agujero cuadrado realice su función, debe describir no solo el movimiento de rotación principal del filo, sino también el movimiento de balanceo del taladro. / cortador alrededor de algún eje. Ambos movimientos deben hacerse en mutuo direcciones opuestas.
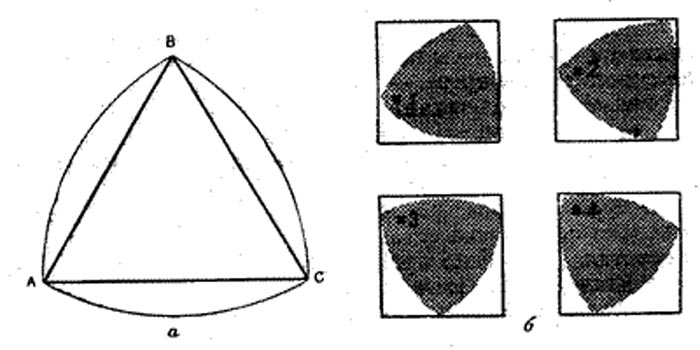
Figura 1 - Triángulo de Reuleaux: a) - construcción; b) secuencia de rotación para obtener un agujero de forma cuadrada.
La velocidad angular de ambas rotaciones se determina de forma bastante sencilla. Si tomamos la frecuencia de revoluciones del eje del taladro (o perforador) como el parámetro f, entonces para la rotación oscilatoria del eje alrededor de su propio eje, una velocidad de 0.625f es suficiente. En este caso, el eje del husillo, por así decirlo, está sujeto entre el eje de trabajo y la rueda motriz, lo que hace que el taladro / cortador oscile en plantilla con velocidad residual
(1 - 0,625)f = 0,375f.
Más precisamente, la velocidad de rotación resultante del cortador se puede establecer usando especificaciones técnicas taladro/perforadora, pero está claro que será mucho más bajo que aquel para el que se diseñó originalmente la herramienta. Por lo tanto, la obtención de un agujero cuadrado se producirá con una menor productividad.
No es posible aplicar directamente un cortador / taladro para agujeros cuadrados con un perfil triangular Reuleaux; se necesitan ranuras para eliminar las virutas resultantes.
Por lo tanto (ver Fig. 2), el perfil de la parte de trabajo de la herramienta es la figura descrita anteriormente, de la cual se cortan tres semielipses. Al mismo tiempo, se logran tres objetivos: se reduce el momento de inercia del taladro, se aumenta la carga en el husillo y también se aumenta la capacidad de corte del cortador.

Figura 2 - El perfil real de la parte de trabajo de la herramienta.
Este es el diseño del instrumento. En realidad, la parte de trabajo incluye una superficie de trabajo, que se utiliza para la eliminación de metales y ranuras para la eliminación de virutas. Una broca cortadora para agujeros cuadrados está hecha de acero U8 y templada a una dureza de HRC 52…56. Para condiciones de funcionamiento especialmente difíciles, se utilizan productos de acero aleado X12 con una dureza de HRC 56…60. Con un suministro de refrigerante normal y debido a las temperaturas relativamente bajas en la zona de mecanizado, la vida útil de la herramienta es alta.
Más Estructura compleja tiene un adaptador de husillo. Incluye:

Para los electrodomésticos, los fabricantes de cortadores/taladros de agujeros cuadrados ofrecen marcos superpuestos que están conectados mediante un accionamiento cardán al mandril e imparten movimientos excéntricos a la herramienta de corte. El grosor de dicho marco determina la profundidad del orificio resultante.
Para conectar el accesorio al mandril de la máquina, también se requiere un adaptador especial. Consiste en:
Para aplicación práctica de la herramienta en cuestión, basta con dar al husillo del equipo principal un avance en la dirección requerida. Para la fabricación de orificios cuadrados con dicho equipo, son adecuadas las brochas de fresado y las máquinas de torneado.
//www.youtube.com/watch?v=60WbTPNFT-8
La desventaja de los taladros de Watts es la presencia de arcos de radio en las esquinas del cuadrado, lo que no siempre es aceptable. Además, las brocas para agujeros cuadrados fabricadas con el triángulo de Reuleaux no pueden procesar piezas de trabajo gruesas. En tales casos, se puede utilizar tecnología electroerosiva/láser, así como, lo que es más sencillo, aplicar soldadura o estampación.
Los juegos de punzones para agujeros cuadrados están disponibles en una gama de dimensiones transversales de hasta 70×70 mm en metal de hasta 12…16 mm de espesor. El equipo incluye:
Para fuerza de impacto en el punzón, puede usar Gato hidraulico. El agujero perforado se compara favorablemente con la limpieza de los bordes resultantes, así como con la ausencia de rebabas. Tal herramienta es producida, en particular, por la marca comercial Veritas (Canadá).
Si está disponible en familiar inversor de soldadura agujero cuadrado en una pieza de acero puede quemarse. Para este propósito, se perfora previamente un orificio redondo (con un margen) en la pieza de trabajo, luego se inserta allí un cuadrado de grafito de grado EEG o MPG del tamaño requerido, luego de lo cual se escalda a lo largo del contorno. Se quita el grafito y queda un agujero cuadrado en el producto. Se puede limpiar y pulir si es necesario.
Uno de los principales tipos mecanizado varios materiales de corte utilizados en la tecnología moderna es la perforación. Se lleva a cabo usando herramienta especial, llamado simulacro, del cual se informa movimiento rotatorio(en algunos casos, la pieza de trabajo gira). Con la perforación, puede obtener agujeros varias profundidades y diámetros.
En la mayoría de los casos agujeros, obtenidos por perforación, tienen forma cilíndrica. Sin embargo, el uso de una herramienta especial y técnicas de procesamiento especiales hace posible darles una forma elíptica, cuadrado, curvilíneo, oblongo, triangular y otras formas.
 |
||||||||||||||||||||||||||||
| Agujeros oblongos para sujetadores GOST 16030 - 70 | ||||||||||||||||||||||||||||
| D | B | L | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1ra fila | 2da fila | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | |
| 2 | 2.4 | - | × | × | × | × | ||||||||||||||||||||||
| 2.5 | 2.9 | - | × | × | × | × | ||||||||||||||||||||||
| 3 | 3.4 | - | × | × | × | × | × | |||||||||||||||||||||
| 4 | 4.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 5 | 5.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 6 | 6.6 | 7 | × | × | × | × | × | × | ||||||||||||||||||||
| 8 | 9 | 10 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 10 | 11 | 12 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 12 | 13 | 14 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 14 | 15 | 16 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 16 | 17 | 18 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 18 | 19 | 20 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 20 | 22 | 24 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 22 | 24 | 26 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 24 | 26 | 28 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 27 | 30 | 32 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 30 | 33 | 35 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 36 | 39 | 42 | × | × | × | × | × | × | × | × | × | × | ||||||||||||||||
| 42 | 45 | 48 | × | × | × | × | × | × | × | × | × | |||||||||||||||||
| 48 | 52 | 56 | × | × | × | × | × | × | × | |||||||||||||||||||
| Agujeros cuadrados para sujetadores GOST 16030 - 70 | ||||
 |
Tamaño cuadrado cabezas de perno |
B | R | |
|---|---|---|---|---|
| 1ra fila | 2da fila | |||
| 5 | 5.5 | - | 0.5 | |
| 6 | 6.6 | 7 | 0.5 | |
| 8 | 9 | - | 0.8 | |
| 10 | 11 | 12 | 0.8 | |
| 12 | 13 | 14 | 1.0 | |
| 14 | 15 | 16 | 1.0 | |
| 16 | 17 | 18 | 1.2 | |
| 20 | 22 | 24 | 1.2 | |
| 22 | 24 | 26 | 1.6 | |
| 24 | 26 | 28 | 1.6 | |
procesamiento láser
En las condiciones de la construcción de maquinaria moderna y cualquier otra producción, a menudo se hace necesario obtener varios materiales agujeros con una forma muy compleja. Para esto, a menudo se usa un método que consiste en usar un rayo láser que funciona en el modo de división térmica controlada.
Hasta la fecha, el procesamiento por láser es uno de los métodos más avanzados de formación y procesamiento. cuadrado, oblongo y otra agujeros en una amplia variedad de materiales. Esta tecnología permite obtener un procesamiento de alta calidad, lo que crea las condiciones para su aplicación a mayor escala.
El uso de equipos láser con control numérico permite no solo fabricar o procesar agujeros una amplia variedad de formas y configuraciones, sino también para recibir productos completamente terminados.
Método de procesamiento electroerosivoEn ingeniería, la erosión eléctrica se refiere a la destrucción de la superficie de un producto o pieza de trabajo, que ocurre bajo la influencia de descargas eléctricas.

Este método de procesamiento se usa con mayor frecuencia para, dentro de ciertos límites, cambiar el tamaño y la forma de los agujeros previamente hechos en productos metálicos y piezas en bruto. Los desarrolladores de los productos de ingeniería que diseñan a menudo se enfrentan a la necesidad de hacer agujeros que pueden no ser cilíndricos. Puede ser cuadrado, oblongo, rectangulares, curvilíneas y otras agujeros.
Es especialmente difícil realizar su procesamiento cuando el material en sí tiene características tales como mayor dureza o alta tenacidad. Es en estos casos en los que se suele utilizar la electroerosión.
Como muestra la práctica, es más efectivo para procesar productos de configuración compleja hechos de materiales duros. El hecho es que el uso para los mismos fines de los metodos mecanicos a menudo resulta en un mayor desgaste de la herramienta de corte.
Brocas cónicas para taladrado de chapaen delgado hoja de metal muy a menudo tienes que hacer varios agujeros forma cilíndrica. Así, por ejemplo, sucede cuando se requiere producir trabajos de instalacion electrica en cajas de acero, y esto a menudo no es tan fácil de hacer.
Taladrar agujeros en chapas finas con brocas helicoidales convencionales no es fácil, porque la herramienta empieza a, como dicen, "recoger". Esto puede conducir (y a menudo conduce) a su ruptura, así como al hecho de que los agujeros son irregulares, curvos. Los taladros cónicos y los taladros escalonados hacen esta tarea mucho mejor.
El hecho es que debido a su forma específica, la capa del material procesado se corta de manera uniforme, sin los llamados "levantamientos" y tirones. Por tanto, los agujeros a perforar son perfectamente cilíndricos.
Dependiendo de qué tipo de características geométricas tenga. herramienta para cortar, el uso de brocas con filo de corte cónico le permite obtener los diámetros resultantes de varios tamaños. Si las condiciones de perforación son particularmente difíciles, entonces artesanos experimentados no se utilizan brocas cónicas, sino escalonadas. Esta herramienta de corte permite dimensiones muy precisas de los agujeros resultantes.
Perforación de agujerosUna de las tecnologías de estampado de chapa metálica más comunes es el punzonado. Por ejemplo, en la producción de alta precisión como la instrumentación, se fabrica una cantidad muy significativa de piezas utilizando este método. para perforar cuadrado y agujeros oblongos se utilizan equipos especiales, hechos de materiales de alta resistencia, resistentes a la tensión mecánica constante y a largo plazo y que no requieren un mantenimiento frecuente y cuidadoso.
El punzonado se puede realizar tanto en equipos mecanizados complejos como en prensas manuales simples. Su procedimiento es que se coloca una pieza de trabajo entre el punzón y la matriz, en la que es necesario perforar un agujero.
Los problemas con la formación de agujeros redondos en el metal, por regla general, no surgen. Hoy, a la venta, puede encontrar una gran cantidad de taladros, algunos se pueden usar para formar un cuadrado o un rectángulo. Para resolver este problema, también se utilizan dispositivos especiales.
A menudo, los agujeros cuadrados se obtienen mediante el uso de fresas. Tal herramienta se ha generalizado mucho, sin embargo, en algunos casos, los agujeros cuadrados en metal son más fáciles de obtener con taladros. Tomemos como ejemplo lo siguiente:
Además, los cortadores se instalan en máquinas que son costosas, pero los equipos convencionales tampoco son adecuados para taladrar. Esto se debe al hecho de que el taladro debe moverse a lo largo de un camino determinado.
El taladro de agujero cuadrado de Watts se basa en la forma del triángulo de Reuleaux. Las características incluyen:
Debe tenerse en cuenta que el rectángulo o cuadrado resultante tiene esquinas ligeramente redondeadas. Los dispositivos para perforar agujeros cuadrados Watts no deben restringir el movimiento del mandril con un taladro, de lo contrario no funcionará para obtener la forma en cuestión. Los principios de funcionamiento y el diseño del equipo recomendado le permiten crearlo usted mismo utilizando materiales improvisados.
La obtención de arcos de radio conduce a una disminución significativa de la calidad del producto resultante. Es por eso que a menudo se considera la posibilidad de utilizar otros métodos para obtener un agujero cuadrado:
A la venta hay juegos especiales de punzones, que también se pueden usar en este caso. El conjunto está representado por una combinación de los siguientes elementos.
Cualquier agujero, si se hace con un taladro, tiene forma redonda y para hacerlo cuadrado hay que trabajar bien con alguna herramienta de limado. Considere cómo puede perforar un orificio cuadrado en metal con un uso mínimo de una lima utilizando el ejemplo de cómo hacer una llave de grifo conveniente y confiable.



























