Creo que cada uno de ustedes defendió su oficio electrónico. Y al hacer un cuerpo, a menudo surge un problema desagradable: hacer un agujero con una forma distinta a la de un círculo. Por ejemplo, cuadrado, debajo de un indicador LED.
Solía sufrir durante mucho tiempo, taladrando a lo largo del contorno, luego rechinando estos dientes, maldiciendo el hecho de que lijé demasiado o estropeé el paralelismo. En general tengo las manos ocupadas en todo lo relacionado con el mecanizado de materiales. Y no hay nada que hacer al respecto. Pero donde las manos no pueden, la cabeza debe trabajar. Y se nos ocurrió una solución sencilla y eficaz.
Entonces. Necesitas hacer un agujero cuadrado en la caja de plástico.
Primero, marquemos el agujero. Es mejor hacer esto usando una plantilla de papel; debe marcar las esquinas lo más claramente posible. ¡Hacemos esto en el exterior, en el frente! Luego se perforan las esquinas con un taladro fino. Aquí es importante utilizar un taladro más fino. Cuanto más fino sea el agujero, más preciso será nuestro agujero.
Toma una regla y un bisturí afilado. Poder cuchillo de papelería o lo que sea que tenga a mano. El principal requisito es que sea muy afilado, rígido y no suelto. Hago cosas como esta con un cortador.
Usando una regla de agujero a agujero, exactamente según el tamaño de nuestro agujero (¡ni más, ni menos, exactamente igual!) hacemos cortes. Cuanto más profundo mejor, pero sin fanatismos. Porque Cuanto más profundo cortes, mayores serán las posibilidades de que la hoja se rompa y pateemos. Superficie exterior, pero esto no es lo mismo: es feo. Los agujeros aquí también mandan porque la punta del bisturí cae en ellos y el borde del corte no llega más allá del agujero. Marcar aquí mayoría etapa importante . De él depende si todo saldrá perfecto a la primera o si habrá que recortarlo.
Eso es todo, tenemos cuatro piezas adentro. Ahora tenemos que recogerlos del centro y romper por dentro!
El corte que realizamos nos dará un punto débil en el que el plástico reventará y se romperá. Y los agujeros en los bordes evitarán que la grieta llegue más lejos de lo debido.
No me llevó más de 10 minutos hacer este agujero. Esto incluye limpiar la basura y distraerse tomando fotografías y buscando un bisturí o un taladro.
Cómo perforar un agujero forma redonda, casi todo el mundo lo sabe, pero sobre el ejercicio para agujeros cuadrados no todo el mundo lo sabe. Mientras tanto, puede perforar un agujero de forma cuadrada tanto en productos de madera blanda como en piezas metálicas más duras. Para resolver este problema, se utilizan herramientas y dispositivos especiales, cuyo principio de funcionamiento se basa en las propiedades de los más simples. formas geométricas.
Para perforar un agujero cuadrado se suele utilizar un taladro Watts, cuyo diseño se basa en una figura geométrica como el triángulo de Reuleaux. Uno de las características más importantes La representación de tal figura, que representa el área de intersección de tres círculos iguales, es la siguiente: si se dibuja un par de líneas de referencia paralelas a dicho triángulo, entonces la distancia entre ellas siempre será constante. Así, si mueves el centro del triángulo de Reuleaux a lo largo de una trayectoria descrita por cuatro arcos elipsoidales, sus vértices dibujarán un cuadrado casi perfecto, con vértices sólo ligeramente redondeados.

Las propiedades únicas del triángulo de Reuleaux permitieron crear brocas para agujeros cuadrados. La peculiaridad de utilizar una herramienta de este tipo es que el eje de su rotación no debe permanecer en su lugar, sino moverse a lo largo de la trayectoria descrita anteriormente. Naturalmente, este movimiento no debe verse obstaculizado por el cartucho del equipo. Cuando se utiliza un taladro de este tipo y el equipo adecuado, se obtiene un orificio cuadrado con lados perfectamente rectos y paralelos, pero con esquinas ligeramente redondeadas. El área de tales esquinas no procesadas con herramientas es solo el 2% del área de todo el cuadrado.
Utilizando los taladros Watts, siguiendo el principio del triángulo de Reuleaux, se pueden perforar agujeros cuadrados en espacios en blanco de metal incluso en una máquina normal que no esté equipada con accesorios especiales. Para crear un agujero cuadrado en parte de madera, también puedes usar un simulacro regular, pero para ello es necesario equiparlo con dispositivos adicionales.
Haz un dispositivo sencillo que te permita perforar agujeros cuadrados en espacios en blanco de madera, puedes seguir las siguientes recomendaciones.



Después de ensamblar un dispositivo tan simple y fijar de forma segura todos los elementos de su estructura y la pieza de trabajo que se está procesando, puede encender el taladro eléctrico y comenzar el proceso de perforación.
Como se mencionó anteriormente, un orificio cuadrado perforado con un dispositivo de este tipo tendrá lados absolutamente rectos y paralelos, pero sus secciones de esquina estarán ligeramente redondeadas. Resolver el problema de las esquinas redondeadas no es difícil: puedes refinarlas con una lima de aguja normal.
Hay que tener en cuenta que el dispositivo descrito anteriormente, que no es muy rígido, se utiliza para perforar agujeros de forma cuadrada en piezas de madera de pequeño espesor.

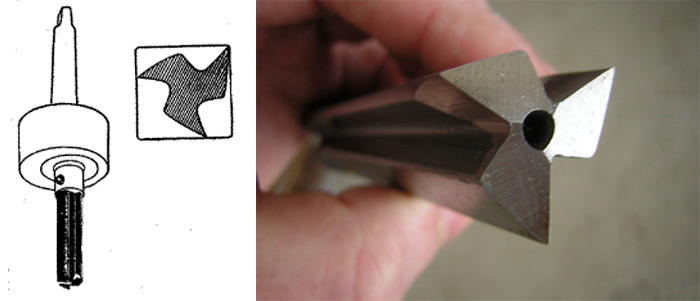
Taladro Watts y un agujero cuadrado hecho con él en una pieza de metal.
En algunos casos es necesario obtener agujeros de forma cuadrada. Métodos convencionales ineficiente y pesado. El más primitivo de ellos se reduce a perforar previamente un agujero con un diámetro igual al círculo inscrito en un cuadrado y perforarlo gradualmente. Necesitará una herramienta que pueda funcionar sin girar el cabezal de la herramienta, así como un adaptador especial. Es más fácil utilizar el llamado taladro "cuadrado" (taladro Watts) o, más precisamente, un cortador.
En el siglo XV, el legendario Leonardo da Vinci, mientras estudiaba las propiedades de las figuras geométricas, llamó la atención sobre los llamados objetos geométricos de igual espesor. Hay infinitas figuras de este tipo, pero la más simple, además del círculo, es un triángulo redondeado, que se puede formar de la siguiente manera. Se dibuja un triángulo equilátero, cada una de cuyas esquinas está conectada por un arco de círculo trazado desde el centro del lado opuesto. La peculiaridad de tal triángulo será que todos sus lados tendrán un ancho constante, que es igual a la longitud del lado del triángulo equilátero original.
De este hecho sacó provecho práctico L. Euler, quien tres siglos después demostró la rotación de un triángulo tan redondeado: primero alrededor de su propio eje, y luego con cierta excentricidad, ya que el mecanismo cardán ya era conocido por la ciencia y la tecnología de esa época.
El ingeniero alemán F. Relo fue aún más lejos en el uso práctico de esta figura, quien llamó la atención sobre el hecho de que la trayectoria de las esquinas de un triángulo en movimiento con ciertos métodos de rotación está muy cerca de un cuadrado. Sólo directamente en las esquinas de la plaza. Superficie exterior describe un arco, sin embargo, de un radio pequeño. En la literatura técnica moderna, este triángulo se llama triángulo de Reuleaux, aunque en realidad esta figura ya no tiene ángulos.

Pasarán algunas décadas más y el inglés G. Watts ideará un dispositivo que puede proporcionar una trayectoria cuadrada garantizada para una herramienta para cortar metales. Solución técnica El taladro Watts fue patentado en 1916 y un año después comenzó la producción en masa de tales herramientas.
La mayoría de la comunidad técnica cree que sigue siendo una fresa. Sin embargo, los fabricantes continúan obstinadamente llamando a esta herramienta taladro para agujeros cuadrados, taladro Watts o taladro cuyo perfil corresponde al triángulo de Reuleaux.
¿Cuál es más correcto? Si nos fijamos en la cinemática del movimiento de dicha herramienta de corte (para mayor claridad, puede utilizar el diagrama que se muestra en la Fig. 1), encontrará que la eliminación del metal se realizará solo en la superficie lateral, y habrá más más de un plano de corte, como en taladro regular, sino cuatro, que es más típico de los cortadores.
Sin embargo, un solo movimiento giratorio no será suficiente para obtener un agujero cuadrado. Cálculos matemáticos simples (no incluidos en este artículo) muestran: para que un "taladro" para un agujero cuadrado realice su función, durante la operación debe describir no solo el movimiento de rotación básico del filo, sino también el movimiento de balanceo del el taladro/cortador alrededor de un eje determinado. Ambos movimientos deben realizarse en mutuo direcciones opuestas.
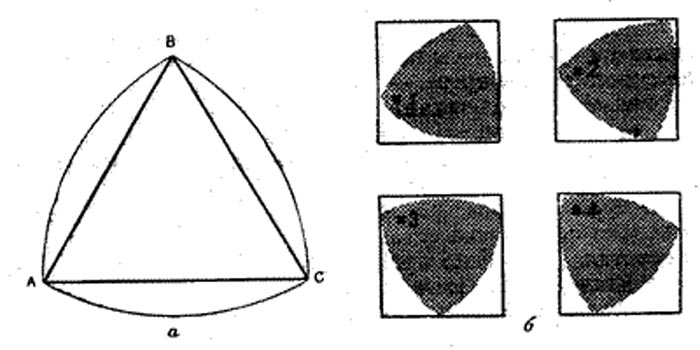
Figura 1 – Triángulo de Reuleaux: a) – construcción; b) secuencia de rotación para obtener un agujero de forma cuadrada.
La velocidad angular de ambas rotaciones se determina de forma muy sencilla. Si tomamos como parámetro f la frecuencia de rotación del eje del taladro (o del taladro percutor), entonces una velocidad de 0,625f es suficiente para las rotaciones oscilatorias del husillo alrededor de su propio eje. En este caso, el eje del husillo está, por así decirlo, atrapado entre el eje de trabajo y la rueda motriz, lo que hace que el taladro/cortador oscile. dispositivo de sujeción con velocidad residual
(1 – 0,625)f = 0,375f.
La velocidad de rotación del cortador resultante se puede determinar con mayor precisión utilizando características técnicas taladro/martillo, pero está claro que será mucho menor de lo que la herramienta fue diseñada originalmente. Por tanto, la obtención de un agujero cuadrado se producirá con menor productividad.
Es imposible utilizar directamente un cortador/taladro para agujeros cuadrados con un perfil triangular de Reuleaux; se necesitan ranuras para eliminar las virutas resultantes.
Por lo tanto (ver Fig. 2), el perfil de la parte de trabajo de la herramienta es la figura descrita anteriormente, de la cual se cortan tres medias elipses. En este caso, se logran tres objetivos: se reduce el momento de inercia del taladro y la carga sobre el husillo, y se aumenta la capacidad de corte de la fresa.

Figura 2 – Perfil real de la parte de trabajo de la herramienta
El diseño de la herramienta es el siguiente. En realidad, la parte de trabajo incluye una superficie de trabajo que se utiliza para eliminar metal y ranuras que eliminan virutas. Una broca cortadora para agujeros cuadrados está hecha de acero U8 y endurecida a una dureza de HRC 52...56. En condiciones de funcionamiento especialmente severas, se utilizan productos fabricados con acero aleado X12 con una dureza de HRC 56...60. Con un suministro normal de refrigerante y debido a temperaturas relativamente bajas en la zona de procesamiento, la vida útil de la herramienta es alta.
Más diseño complejo Tiene un husillo adaptador. Incluye:

Para los electrodomésticos, los fabricantes de cortadores/taladros para agujeros cuadrados ofrecen marcos elevados que están conectados mediante un accionamiento cardán al mandril e imparten movimientos excéntricos a la herramienta de corte. El grosor de este marco determina la profundidad del agujero resultante.
Para conectar el dispositivo al mandril de la máquina también se necesita un adaptador especial. Consiste en:
Para aplicación práctica Para la herramienta en cuestión, basta con dar avance al husillo del equipo principal en la dirección requerida. Las fresadoras y tornos brochadores son adecuados para realizar agujeros cuadrados con dichos equipos.
//www.youtube.com/watch?v=60WbTPNFT-8
La desventaja de los taladros Watts es la presencia de arcos de radio en las esquinas del cuadrado, lo que no siempre es aceptable. Además, las brocas para agujeros cuadrados fabricadas con el triángulo de Reuleaux no pueden procesar piezas de trabajo gruesas. En tales casos, se pueden utilizar tecnologías de descarga eléctrica/láser, así como, lo que es más fácil, soldadura o estampado.
Los juegos de punzones para agujeros cuadrados se fabrican en una variedad de tamaños transversales de hasta 70×70 mm en metal con un espesor de hasta 12...16 mm. El kit incluye:
Para aplicar fuerza al punzón, puedes usar Gato hidraulico. El agujero perforado se distingue por la limpieza de los bordes resultantes, así como por la ausencia de rebabas. Una herramienta similar es producida, en particular, por la marca Veritas (Canadá).
Si está disponible en familiar inversor de soldadura un agujero cuadrado en una pieza de acero puede quemarse. Para ello, se perfora previamente un orificio redondo (con un margen) en la pieza de trabajo, luego se inserta en él un cuadrado de grafito de grados EEG o MPG del tamaño requerido y después de lo cual se escalda a lo largo del contorno. Se elimina el grafito y queda un agujero cuadrado en el producto. Si es necesario, se puede limpiar y lijar.
Uno de los principales tipos. mecanizado El corte de diversos materiales utilizados en la tecnología moderna es la perforación. Se lleva a cabo utilizando herramienta especial, llamado simulacro, al cual se le comunica movimiento rotacional(en algunos casos la pieza de trabajo gira). Perforando puedes conseguir agujeros de diversas profundidades y diámetros.
En la mayoría de los casos agujeros, obtenidos mediante perforación, tienen forma cilíndrica. Sin embargo, el uso de herramientas especiales y técnicas de procesamiento especiales permite darles una forma elipsoidal, cuadrado, curvilíneo, oblongo, triangular y otras formas.
 |
||||||||||||||||||||||||||||
| Orificios alargados para fijación GOST 16030 – 70 | ||||||||||||||||||||||||||||
| D | B | l | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1ra fila | 2da fila | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | |
| 2 | 2.4 | - | × | × | × | × | ||||||||||||||||||||||
| 2.5 | 2.9 | - | × | × | × | × | ||||||||||||||||||||||
| 3 | 3.4 | - | × | × | × | × | × | |||||||||||||||||||||
| 4 | 4.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 5 | 5.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 6 | 6.6 | 7 | × | × | × | × | × | × | ||||||||||||||||||||
| 8 | 9 | 10 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 10 | 11 | 12 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 12 | 13 | 14 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 14 | 15 | 16 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 16 | 17 | 18 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 18 | 19 | 20 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 20 | 22 | 24 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 22 | 24 | 26 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 24 | 26 | 28 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 27 | 30 | 32 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 30 | 33 | 35 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 36 | 39 | 42 | × | × | × | × | × | × | × | × | × | × | ||||||||||||||||
| 42 | 45 | 48 | × | × | × | × | × | × | × | × | × | |||||||||||||||||
| 48 | 52 | 56 | × | × | × | × | × | × | × | |||||||||||||||||||
| Orificios cuadrados para fijación GOST 16030 – 70 | ||||
 |
Tamaño cuadrado cabeceras de pernos |
B | R | |
|---|---|---|---|---|
| 1ra fila | 2da fila | |||
| 5 | 5.5 | - | 0.5 | |
| 6 | 6.6 | 7 | 0.5 | |
| 8 | 9 | - | 0.8 | |
| 10 | 11 | 12 | 0.8 | |
| 12 | 13 | 14 | 1.0 | |
| 14 | 15 | 16 | 1.0 | |
| 16 | 17 | 18 | 1.2 | |
| 20 | 22 | 24 | 1.2 | |
| 22 | 24 | 26 | 1.6 | |
| 24 | 26 | 28 | 1.6 | |
Procesamiento láser
En las condiciones de la ingeniería moderna y de cualquier otra producción, a menudo existe la necesidad de obtener varios materiales agujeros que tienen una forma muy compleja. Un método que se utiliza a menudo para esto es utilizar un rayo láser que funciona en un modo de división térmica controlado.
Hoy en día, el procesamiento láser es uno de los métodos más avanzados de conformado y procesamiento. cuadrado, oblongo y otros agujeros en una amplia variedad de materiales. Esta tecnología permite un procesamiento de alta calidad, lo que crea las condiciones para su uso a mayor escala.
El uso de equipos láser con control numérico permite no sólo fabricar o procesar agujeros una variedad de formas y configuraciones, pero también para obtener productos completamente terminados.
Método de procesamiento electroerosivo.En tecnología, la erosión eléctrica se refiere a la destrucción de la superficie de un producto o pieza de trabajo, que se produce bajo la influencia de descargas eléctricas.

Este método de procesamiento se utiliza con mayor frecuencia para cambiar, dentro de ciertos límites, el tamaño y la forma de agujeros realizados previamente en productos y piezas de trabajo metálicos. Los desarrolladores de los productos de ingeniería mecánica que diseñan a menudo se enfrentan a la necesidad de fabricar agujeros que pueden ser diferentes a los cilíndricos. Puede ser cuadrado, oblongo, rectangulares, curvas y otras agujeros.
Es especialmente difícil procesarlos cuando el material en sí tiene características como mayor dureza o alta viscosidad. Es en estos casos donde se suele utilizar el mecanizado por electroerosión.
Como muestra la práctica, es más eficaz para procesar productos de configuraciones complejas hechos de materiales duros. El hecho es que el uso de común metodos mecanicos a menudo resulta en un mayor desgaste de la herramienta de corte.
Brocas cónicas para taladrar chapaen delgado hoja de metal Muy a menudo hay que hacer varias agujeros forma cilíndrica. Esto sucede, por ejemplo, cuando es necesario producir trabajos de instalacion electrica en cajas de acero, y esto muchas veces no es tan fácil de hacer.
Perforar agujeros en chapa fina con brocas helicoidales convencionales no es una tarea fácil, ya que la herramienta comienza, como dicen, a "levantarse". Esto puede (y a menudo ocurre) provocar su rotura, así como el hecho de que los agujeros tengan una forma curva e irregular. Los taladros cónicos y escalonados hacen frente a esta tarea mucho mejor.
El hecho es que, gracias a su forma específica, la capa de material procesado se corta de manera uniforme, sin los llamados "recogimientos" ni sacudidas. Por tanto, los agujeros perforados tienen una forma perfectamente cilíndrica.
Según que características geométricas tenga herramienta para cortar, el uso de brocas con filo cónico permite obtener diámetros resultantes de varios tamaños. Si las condiciones de perforación son particularmente difíciles, entonces artesanos experimentados Se utilizan brocas escalonadas en lugar de cónicas. Esta herramienta de corte permite dimensiones muy precisas de los agujeros resultantes.
Perforar agujerosUna de las tecnologías más comunes para el estampado de chapa es el punzonado. Por ejemplo, en una producción de alta precisión como la fabricación de instrumentos, se fabrica un número muy importante de piezas con este método. Para perforar cuadrado y agujeros oblongos Se utiliza equipo especial, fabricado con materiales de alta resistencia, resistente a cargas mecánicas constantes y a largo plazo y no requiere un mantenimiento frecuente y cuidadoso.
Los agujeros se pueden realizar tanto en equipos mecanizados complejos como en prensas manuales simples. Su procedimiento consiste en que entre el punzón y la matriz se coloca una pieza de trabajo, en la que se debe realizar un agujero.











