உங்கள் மின்னணு கைவினைப்பொருளுக்கு நீங்கள் ஒவ்வொருவரும் ஒரு வழக்கை உருவாக்கியுள்ளீர்கள் என்று நினைக்கிறேன். மற்றும் ஒரு உடலை உருவாக்கும் போது, ஒரு மோசமான பிரச்சனை அடிக்கடி எழுகிறது - ஒரு வட்டம் தவிர வேறு வடிவத்துடன் ஒரு துளை செய்யும். உதாரணமாக, சதுரம், LED காட்டி கீழ்.
நான் நீண்ட நேரம் கஷ்டப்பட்டேன், விளிம்பில் துளையிட்டு, பின்னர் இந்த பற்களை அரைத்து, நான் அதிகமாக மணல் அள்ளினேன் அல்லது இணையான தன்மையைக் குழப்பினேன் என்று சபித்தேன். பொதுவாக, பொருட்களின் எந்திரம் தொடர்பான எல்லாவற்றிலும் என் கைகள் நிறைந்துள்ளன. மேலும் இதில் எதுவும் செய்ய முடியாது. ஆனால் கைகளால் முடியாத இடத்தில், தலை வேலை செய்ய வேண்டும். நாங்கள் ஒரு எளிய மற்றும் பயனுள்ள தீர்வைக் கொண்டு வந்தோம்.
எனவே. பிளாஸ்டிக் பெட்டியில் நீங்கள் ஒரு சதுர துளை செய்ய வேண்டும்.
முதலில், துளையை குறிப்போம். காகித டெம்ப்ளேட்டைப் பயன்படுத்தி இதைச் செய்வது நல்லது - நீங்கள் மூலைகளை முடிந்தவரை தெளிவாகக் குறிக்க வேண்டும். நாங்கள் இதை வெளியில், முன் பக்கத்தில் செய்கிறோம்! பின்னர் மூலைகள் ஒரு மெல்லிய துரப்பணம் மூலம் துளையிடப்படுகின்றன. இங்கே ஒரு மெல்லிய துரப்பணம் எடுக்க முக்கியம். துளை மெல்லியதாக இருந்தால், நமது துளை மிகவும் துல்லியமாக இருக்கும்.
ஒரு ஆட்சியாளர் மற்றும் ஒரு கூர்மையான ஸ்கால்பெல் எடுத்துக் கொள்ளுங்கள். முடியும் எழுதுபொருள் கத்திஅல்லது கையில் என்ன இருக்கிறது. முக்கிய தேவை என்னவென்றால், அது மிகவும் கூர்மையானதாகவும், கடினமானதாகவும், தளர்வாகவும் இருக்கக்கூடாது. நான் ஒரு கட்டர் மூலம் இதுபோன்ற விஷயங்களைச் செய்கிறேன்.
துளையிலிருந்து துளைக்கு ஒரு ஆட்சியாளரைப் பயன்படுத்தி, நமது துளையின் அளவைப் பொறுத்து (அதிகமாக இல்லை, குறைவாக இல்லை, சரியாக அதே!) நாங்கள் வெட்டுக்களைச் செய்கிறோம். ஆழமானது சிறந்தது, ஆனால் வெறித்தனம் இல்லாமல். ஏனெனில் நீங்கள் எவ்வளவு ஆழமாக வெட்டுகிறீர்களோ, அவ்வளவு அதிகமாக கத்தி உடைந்து நாம் உதைப்போம் வெளிப்புற மேற்பரப்பு, ஆனால் இது ஒன்றல்ல - இது அசிங்கமானது. இங்குள்ள துளைகளும் ஆட்சி செய்கின்றன. இங்கே மார்க்அப் பெரும்பாலான முக்கியமான கட்டம் . முதல் முறையாக எல்லாம் சரியாக மாறுமா அல்லது அதை ஒழுங்கமைக்க வேண்டுமா என்பது அவரைப் பொறுத்தது.
அவ்வளவுதான், உள்ளே நான்கு துண்டுகள் கிடைத்தன. இப்போது நாம் அவற்றை மையத்திலிருந்து எடுக்க வேண்டும் உள்ளே உடைக்க!
நாம் செய்த வெட்டு ஒரு பலவீனமான புள்ளியைக் கொடுக்கும், அதில் பிளாஸ்டிக் வெடித்து உடைந்து விடும். மேலும் விளிம்புகளில் உள்ள துளைகள் விரிசல் அதை விட அதிகமாக செல்வதைத் தடுக்கும்.
இந்த ஓட்டை எடுக்க எனக்கு 10 நிமிடங்களுக்கு மேல் ஆகவில்லை. இதில் குப்பைகளை சுத்தம் செய்தல் மற்றும் புகைப்படம் எடுப்பதன் மூலம் கவனத்தை சிதறடிப்பது மற்றும் ஸ்கால்பெல் அல்லது துரப்பணம் தேடுவது ஆகியவை அடங்கும்.
ஒரு துளை துளைப்பது எப்படி வட்ட வடிவம், கிட்டத்தட்ட அனைவருக்கும் தெரியும், ஆனால் பயிற்சி பற்றி சதுர துளைகள்அனைவருக்கும் தெரியாது. இதற்கிடையில், நீங்கள் மென்மையான மரப் பொருட்களிலும் கடினமான உலோகப் பகுதிகளிலும் ஒரு சதுர வடிவ துளை துளைக்கலாம். இந்த சிக்கலை தீர்க்க, சிறப்பு கருவிகள் மற்றும் சாதனங்கள் பயன்படுத்தப்படுகின்றன, இதன் செயல்பாட்டின் கொள்கை எளிமையான பண்புகளை அடிப்படையாகக் கொண்டது வடிவியல் வடிவங்கள்.
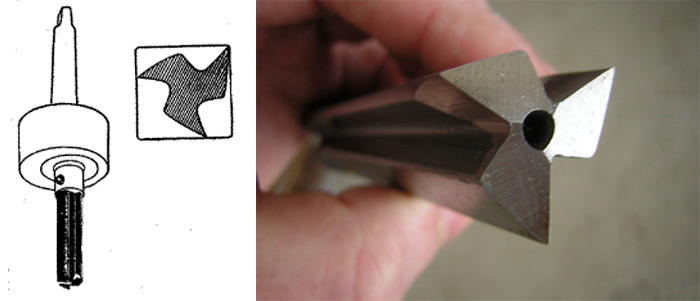
ஒரு சதுர துளை துளையிடுவதற்கு, ஒரு வாட்ஸ் துரப்பணம் பொதுவாக பயன்படுத்தப்படுகிறது, இதன் வடிவமைப்பு Reuleaux முக்கோணம் போன்ற வடிவியல் உருவத்தை அடிப்படையாகக் கொண்டது. ஒன்று மிக முக்கியமான அம்சங்கள்மூன்று சம வட்டங்களின் குறுக்குவெட்டுப் பகுதியைக் குறிக்கும் அத்தகைய உருவம் பின்வருமாறு: ஒரு ஜோடி இணையான குறிப்புக் கோடுகள் அத்தகைய முக்கோணத்திற்கு வரையப்பட்டால், அவற்றுக்கிடையேயான தூரம் எப்போதும் நிலையானதாக இருக்கும். எனவே, நீங்கள் Reuleaux முக்கோணத்தின் மையத்தை நான்கு நீள்வட்ட வளைவுகளால் விவரிக்கப்பட்ட பாதையில் நகர்த்தினால், அதன் செங்குத்துகள் சற்று வட்டமான செங்குத்துகளுடன் கிட்டத்தட்ட சரியான சதுரத்தை வரைந்துவிடும்.

Reuleaux முக்கோணத்தின் தனித்துவமான பண்புகள் சதுர துளைகளுக்கான பயிற்சிகளை உருவாக்குவதை சாத்தியமாக்கியது. அத்தகைய கருவியைப் பயன்படுத்துவதன் தனித்தன்மை என்னவென்றால், அதன் சுழற்சியின் அச்சு இடத்தில் இருக்கக்கூடாது, ஆனால் மேலே விவரிக்கப்பட்ட பாதையில் செல்ல வேண்டும். இயற்கையாகவே, இந்த இயக்கம் உபகரணங்கள் கெட்டி மூலம் தடையாக இருக்கக்கூடாது. அத்தகைய ஒரு துரப்பணம் மற்றும் பொருத்தமான உபகரணங்களைப் பயன்படுத்தும் போது, ஒரு சதுர துளை செய்தபின் நேராக மற்றும் இணையான பக்கங்களுடன் பெறப்படுகிறது, ஆனால் சற்று வட்டமான மூலைகளுடன். கருவிகளால் செயலாக்கப்படாத அத்தகைய மூலைகளின் பரப்பளவு முழு சதுரத்தின் பரப்பளவில் 2% மட்டுமே.
வாட்ஸ் பயிற்சிகளைப் பயன்படுத்தி, Reuleaux முக்கோணத்தின் கொள்கையின் அடிப்படையில், நீங்கள் சதுர துளைகளை துளைக்கலாம். உலோக வெற்றிடங்கள்சிறப்பு இணைப்புகள் பொருத்தப்படாத வழக்கமான கணினியில் கூட. ஒரு சதுர துளையை உருவாக்குவதற்காக மர பகுதி, நீங்கள் பயன்படுத்தலாம் ஒரு வழக்கமான பயிற்சி, ஆனால் இதற்கு கூடுதல் சாதனங்கள் பொருத்தப்பட வேண்டும்.
சதுர துளைகளை துளைக்க அனுமதிக்கும் எளிய சாதனத்தை உருவாக்கவும் மர வெற்றிடங்கள், பின்வரும் பரிந்துரைகளை நீங்கள் பின்பற்றலாம்.



அத்தகைய எளிய சாதனத்தை ஒன்றுசேர்த்து, அதன் வடிவமைப்பின் அனைத்து கூறுகளையும் பாதுகாப்பாக சரிசெய்து, செயலாக்கப்படும் பணிப்பகுதி, நீங்கள் மின்சார துரப்பணியை இயக்கி துளையிடும் செயல்முறையைத் தொடங்கலாம்.
மேலே குறிப்பிட்டுள்ளபடி, அத்தகைய சாதனத்தைப் பயன்படுத்தி துளையிடப்பட்ட ஒரு சதுர துளை முற்றிலும் நேராக மற்றும் இணையான பக்கங்களைக் கொண்டிருக்கும், ஆனால் அதன் மூலையில் உள்ள பகுதிகள் சற்று வட்டமானதாக இருக்கும். வட்டமான மூலைகளுடன் சிக்கலைத் தீர்ப்பது கடினம் அல்ல: வழக்கமான ஊசி கோப்பைப் பயன்படுத்தி அவற்றைச் செம்மைப்படுத்தலாம்.
மேலே விவரிக்கப்பட்ட சாதனம், மிகவும் கடினமானது அல்ல, சிறிய தடிமன் கொண்ட மரத் துண்டுகளில் சதுர வடிவ துளைகளை துளையிடுவதற்குப் பயன்படுத்தப்படுகிறது என்பதை நினைவில் கொள்ள வேண்டும்.

வாட்ஸ் துரப்பணம் மற்றும் ஒரு உலோக பணிப்பொருளில் அதைக் கொண்டு ஒரு சதுர துளை
சில சந்தர்ப்பங்களில், சதுர வடிவ துளைகளைப் பெறுவது அவசியம். வழக்கமான முறைகள்திறமையற்ற மற்றும் கனமான. அவற்றில் மிகவும் பழமையானது ஒரு சதுரத்தில் பொறிக்கப்பட்ட வட்டத்திற்கு சமமான விட்டம் கொண்ட ஒரு துளையை பூர்வாங்கமாக துளையிட்டு, படிப்படியாக அதை குத்துகிறது. கருவி தலையை சுழற்றாமல் வேலை செய்யக்கூடிய ஒரு கருவி உங்களுக்குத் தேவைப்படும், அத்துடன் ஒரு சிறப்பு அடாப்டர். "சதுர" துரப்பணம் (வாட்ஸ் துரப்பணம்), அல்லது, இன்னும் துல்லியமாக, ஒரு கட்டர் என்று அழைக்கப்படுவதைப் பயன்படுத்துவது எளிது.
15 ஆம் நூற்றாண்டில், புகழ்பெற்ற லியோனார்டோ டா வின்சி, வடிவியல் உருவங்களின் பண்புகளைப் படிக்கும் போது, சமமான தடிமன் கொண்ட வடிவியல் பொருள்கள் என்று அழைக்கப்படுவதை கவனத்தை ஈர்த்தார். அத்தகைய உருவங்கள் எண்ணற்ற எண்ணிக்கையில் உள்ளன, ஆனால் எளிமையானது - ஒரு வட்டத்தைத் தவிர - ஒரு வட்டமான முக்கோணம், இது பின்வருமாறு உருவாக்கப்படலாம். ஒரு சமபக்க முக்கோணம் வரையப்பட்டது, அதன் மூலைகள் ஒவ்வொன்றும் எதிர் பக்கத்தின் மையத்திலிருந்து வரையப்பட்ட ஒரு வட்டத்தின் வில் மூலம் இணைக்கப்பட்டுள்ளது. அத்தகைய முக்கோணத்தின் தனித்தன்மை என்னவென்றால், அதன் அனைத்து பக்கங்களும் நிலையான அகலத்தைக் கொண்டிருக்கும், இது அசல் சமபக்க முக்கோணத்தின் பக்கத்தின் நீளத்திற்கு சமம்.
L. Euler இந்த உண்மையிலிருந்து நடைமுறைப் பலனைப் பெற்றார், அவர் மூன்று நூற்றாண்டுகளுக்குப் பிறகு அத்தகைய வட்டமான முக்கோணத்தின் சுழற்சியை நிரூபித்தார்: முதலில் அதன் சொந்த அச்சைச் சுற்றி, பின்னர் சில விசித்திரத்தன்மையுடன், கார்டன் பொறிமுறையானது அந்தக் கால அறிவியல் மற்றும் தொழில்நுட்பத்திற்கு ஏற்கனவே தெரிந்திருந்தது.
ஜேர்மன் பொறியியலாளர் எஃப். ரெலோ இந்த உருவத்தின் நடைமுறை பயன்பாட்டில் இன்னும் அதிகமாகச் சென்றார், அவர் ஒரு நகரும் முக்கோணத்தின் மூலைகளின் பாதை அதன் சுழற்சியின் சில முறைகளுடன் ஒரு சதுரத்திற்கு மிக அருகில் உள்ளது என்பதை கவனத்தில் கொண்டார். சதுரத்தின் மூலைகளில் மட்டுமே நேரடியாகவெளிப்புற மேற்பரப்பு

இருப்பினும், ஒரு சிறிய ஆரம் கொண்ட ஒரு வளைவை விவரிக்கிறது. நவீன தொழில்நுட்ப இலக்கியத்தில், அத்தகைய முக்கோணம் Reuleaux முக்கோணம் என்று அழைக்கப்படுகிறது, இருப்பினும் இந்த எண்ணிக்கை உண்மையில் எந்த கோணமும் இல்லை. இன்னும் சில தசாப்தங்கள் கடந்துவிடும், மேலும் ஆங்கிலேயர் ஜி. வாட்ஸ் ஒரு உலோக வெட்டுக் கருவிக்கான உத்தரவாதமான சதுரப் பாதையை வழங்கக்கூடிய ஒரு சாதனத்தைக் கொண்டு வருவார்.தொழில்நுட்ப தீர்வு
துரப்பணம் அல்லது கட்டர்?
எது மிகவும் சரியானது? அத்தகைய வெட்டுக் கருவியின் இயக்கத்தின் இயக்கவியலுக்கு நாம் திரும்பினால் (தெளிவுக்காக, நீங்கள் படம் 1 இல் காட்டப்பட்டுள்ள வரைபடத்தைப் பயன்படுத்தலாம்), பக்க மேற்பரப்பில் மட்டுமே உலோக அகற்றுதல் மேற்கொள்ளப்படும் என்பதை நீங்கள் காண்பீர்கள், மேலும் மேலும் இருக்கும் ஒரு வெட்டு விமானத்தை விட வழக்கமான பயிற்சி, ஆனால் நான்கு, இது வெட்டிகளுக்கு மிகவும் பொதுவானது.
இருப்பினும், ஒரு சதுர ஓட்டையைப் பெற ஒரு சுழலும் இயக்கம் போதுமானதாக இருக்காது. எளிய கணிதக் கணக்கீடுகள் (இந்தக் கட்டுரையில் கொடுக்கப்படவில்லை) காட்டுகின்றன: ஒரு சதுர துளைக்கான ஒரு “துரப்பணம்” அதன் செயல்பாட்டைச் செய்ய, செயல்பாட்டின் போது அது வெட்டு விளிம்பின் அடிப்படை சுழற்சி இயக்கத்தை மட்டுமல்ல, ராக்கிங் இயக்கத்தையும் விவரிக்க வேண்டும். ஒரு குறிப்பிட்ட அச்சைச் சுற்றி துரப்பணம்/கட்டர். இரண்டு இயக்கங்களும் பரஸ்பரம் செய்யப்பட வேண்டும் எதிர் திசைகள்.
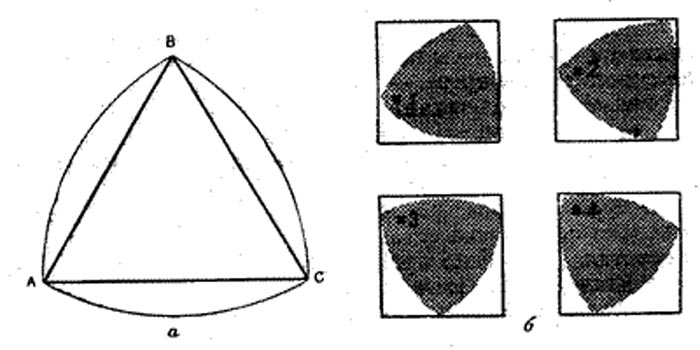
படம் 1 - Reuleaux முக்கோணம்: a) - கட்டுமானம்; b) ஒரு சதுர வடிவ துளை பெற சுழற்சி வரிசை.
இரண்டு சுழற்சிகளின் கோண வேகம் மிகவும் எளிமையாக தீர்மானிக்கப்படுகிறது. டிரில் ஷாஃப்ட்டின் (அல்லது சுத்தியல் துரப்பணம்) சுழற்சி அதிர்வெண்ணை f அளவுருவாக எடுத்துக் கொண்டால், அதன் சொந்த அச்சில் சுழல் ஊசலாடும் சுழற்சிகளுக்கு 0.625f வேகம் போதுமானது. இந்த வழக்கில், சுழல் அச்சு, வேலை செய்யும் தண்டுக்கும் டிரைவ் வீலுக்கும் இடையில் பிணைக்கப்பட்டுள்ளது, இதனால் துரப்பணம்/கட்டர் ஊசலாடுகிறது. clamping பொருத்துதல்எஞ்சிய வேகத்துடன்
(1 – 0.625)f = 0.375f.
இதன் விளைவாக கட்டர் சுழற்சி வேகத்தை பயன்படுத்தி மிகவும் துல்லியமாக தீர்மானிக்க முடியும் தொழில்நுட்ப பண்புகள்துரப்பணம்/சுத்தி, ஆனால் கருவி முதலில் வடிவமைக்கப்பட்டதை விட இது மிகவும் குறைவாக இருக்கும் என்பது தெளிவாகிறது. எனவே, ஒரு சதுர துளை பெறுவது குறைந்த உற்பத்தித்திறனுடன் நிகழும்.
Reuleaux முக்கோண சுயவிவரத்துடன் சதுர துளைகளுக்கு ஒரு கட்டர் / துரப்பணத்தை நேரடியாகப் பயன்படுத்துவது சாத்தியமில்லை - இதன் விளைவாக வரும் சில்லுகளை அகற்ற பள்ளங்கள் தேவை.
எனவே (படம் 2 ஐப் பார்க்கவும்) கருவியின் வேலைப் பகுதியின் சுயவிவரம் மேலே விவரிக்கப்பட்ட உருவமாகும், அதில் இருந்து மூன்று அரை-நீள்வட்டங்கள் வெட்டப்படுகின்றன. இந்த வழக்கில், மூன்று இலக்குகள் உணரப்படுகின்றன: துரப்பணத்தின் மந்தநிலையின் தருணம் மற்றும் சுழல் மீது சுமை குறைகிறது, மேலும் கட்டரின் வெட்டு திறன் அதிகரிக்கிறது.

படம் 2 - கருவியின் வேலை செய்யும் பகுதியின் உண்மையான சுயவிவரம்
கருவியின் வடிவமைப்பு பின்வருமாறு. உண்மையில், வேலை செய்யும் பகுதியில் உலோகத்தை அகற்ற பயன்படும் வேலை மேற்பரப்பு மற்றும் சில்லுகளை அகற்றும் பள்ளங்கள் உள்ளன. சதுர துளைகளுக்கான கட்டர்-துரப்பணம் U8 எஃகு மூலம் தயாரிக்கப்பட்டு HRC 52...56 கடினத்தன்மைக்கு கடினப்படுத்தப்படுகிறது. குறிப்பாக கடுமையான இயக்க நிலைமைகளின் கீழ், HRC 56...60 கடினத்தன்மை கொண்ட X12 அலாய் எஃகு செய்யப்பட்ட பொருட்கள் பயன்படுத்தப்படுகின்றன.
சாதாரண குளிரூட்டி வழங்கல் மற்றும் செயலாக்க மண்டலத்தில் ஒப்பீட்டளவில் குறைந்த வெப்பநிலை காரணமாக, கருவி ஆயுள் அதிகமாக உள்ளது. மேலும்சிக்கலான வடிவமைப்பு

ஊசலாடும் புஷிங்.
வீட்டுச் சாதனங்களுக்கு, சதுர துளைகளுக்கான கட்டர்/டிரில்களை உற்பத்தி செய்பவர்கள் மேல்நிலை பிரேம்களை வழங்குகிறார்கள், அவை சக்குடன் கார்டன் டிரைவ் மூலம் இணைக்கப்பட்டு வெட்டுக் கருவிக்கு விசித்திரமான இயக்கங்களை வழங்குகின்றன. இந்த சட்டத்தின் தடிமன் விளைவாக துளையின் ஆழத்தை தீர்மானிக்கிறது.
ஆதரவு பந்துகள். க்குநடைமுறை பயன்பாடு
கேள்விக்குரிய கருவிக்கு, முக்கிய உபகரணங்களின் சுழல் தேவையான திசையில் ஒரு ஊட்டத்தை கொடுக்க போதுமானது. அத்தகைய உபகரணங்களைப் பயன்படுத்தி சதுர துளைகளை உருவாக்குவதற்கு ப்ரோச்சிங் அரைக்கும் இயந்திரங்கள் மற்றும் லேத்கள் பொருத்தமானவை.
சதுர துளைகளை உருவாக்குவதற்கான மாற்று முறைகள்
வாட்ஸ் பயிற்சிகளின் தீமை என்பது சதுரத்தின் மூலைகளில் ஆரம் வளைவுகளின் இருப்பு ஆகும், இது எப்போதும் ஏற்றுக்கொள்ள முடியாதது. கூடுதலாக, Reuleaux முக்கோணத்தைப் பயன்படுத்தி செய்யப்பட்ட சதுர துளை பயிற்சிகள் தடிமனான பணியிடங்களைக் கையாள முடியாது.
ரிங் பயண நிறுத்தம். மேட்ரிக்ஸ்.. துளையிடப்பட்ட துளை விளைவாக விளிம்புகளின் தூய்மை மற்றும் பர்ஸ் இல்லாததால் வேறுபடுகிறது. இதேபோன்ற கருவி, குறிப்பாக, வெரிடாஸ் வர்த்தக முத்திரை (கனடா) மூலம் தயாரிக்கப்படுகிறது.
இல் கிடைத்தால் வீட்டு வெல்டிங் இன்வெர்ட்டர்ஒரு எஃகு துண்டில் ஒரு சதுர துளை எரிக்கப்படலாம். இந்த நோக்கத்திற்காக, பணியிடத்தில் ஒரு வட்ட துளை முன்கூட்டியே துளையிடப்படுகிறது (ஒரு இருப்புடன்), பின்னர் கிராஃபைட் கிரேடுகளின் EEG அல்லது தேவையான அளவு MPG இன் சதுரம் அதில் செருகப்படுகிறது, அதன் பிறகு அது விளிம்பில் சுடப்படுகிறது. கிராஃபைட் அகற்றப்பட்டு, தயாரிப்பில் ஒரு சதுர துளை உள்ளது. தேவைப்பட்டால், அதை சுத்தம் செய்து மணல் அள்ளலாம்.
முக்கிய வகைகளில் ஒன்று எந்திரம்நவீன தொழில்நுட்பத்தில் பயன்படுத்தப்படும் பல்வேறு பொருட்களை வெட்டுவது துளையிடுதல் ஆகும். பயன்படுத்தி மேற்கொள்ளப்படுகிறது சிறப்பு கருவி, ஒரு துரப்பணம் என்று அழைக்கப்படுகிறது, இது தொடர்பு கொள்ளப்படுகிறது சுழற்சி இயக்கம்(சில சந்தர்ப்பங்களில் பணிப்பகுதி சுழலும்). துளையிடுவதன் மூலம் நீங்கள் பெறலாம் துளைகள்பல்வேறு ஆழங்கள் மற்றும் விட்டம்.
பெரும்பாலான சந்தர்ப்பங்களில் துளைகள், துளையிடல் மூலம் பெறப்பட்ட, ஒரு உருளை வடிவம் வேண்டும். இருப்பினும், சிறப்பு கருவிகள் மற்றும் சிறப்பு செயலாக்க நுட்பங்களைப் பயன்படுத்துவது அவர்களுக்கு ஒரு நீள்வட்டத்தை வழங்குவதை சாத்தியமாக்குகிறது, சதுரம், வளைவு, நீள்சதுரம், முக்கோண மற்றும் பிற வடிவங்கள்.
 |
||||||||||||||||||||||||||||
| GOST 16030 - 70 ஐக் கட்டுவதற்கான நீள்வட்ட துளைகள் | ||||||||||||||||||||||||||||
| டி | பி | எல் | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 வது வரிசை | 2வது வரிசை | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | |
| 2 | 2.4 | - | × | × | × | × | ||||||||||||||||||||||
| 2.5 | 2.9 | - | × | × | × | × | ||||||||||||||||||||||
| 3 | 3.4 | - | × | × | × | × | × | |||||||||||||||||||||
| 4 | 4.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 5 | 5.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 6 | 6.6 | 7 | × | × | × | × | × | × | ||||||||||||||||||||
| 8 | 9 | 10 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 10 | 11 | 12 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 12 | 13 | 14 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 14 | 15 | 16 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 16 | 17 | 18 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 18 | 19 | 20 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 20 | 22 | 24 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 22 | 24 | 26 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 24 | 26 | 28 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 27 | 30 | 32 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 30 | 33 | 35 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 36 | 39 | 42 | × | × | × | × | × | × | × | × | × | × | ||||||||||||||||
| 42 | 45 | 48 | × | × | × | × | × | × | × | × | × | |||||||||||||||||
| 48 | 52 | 56 | × | × | × | × | × | × | × | |||||||||||||||||||
| GOST 16030 - 70 ஐ கட்டுவதற்கு சதுர துளைகள் | ||||
 |
சதுர அளவு போல்ட் தலைப்புகள் |
பி | ஆர் | |
|---|---|---|---|---|
| 1 வது வரிசை | 2வது வரிசை | |||
| 5 | 5.5 | - | 0.5 | |
| 6 | 6.6 | 7 | 0.5 | |
| 8 | 9 | - | 0.8 | |
| 10 | 11 | 12 | 0.8 | |
| 12 | 13 | 14 | 1.0 | |
| 14 | 15 | 16 | 1.0 | |
| 16 | 17 | 18 | 1.2 | |
| 20 | 22 | 24 | 1.2 | |
| 22 | 24 | 26 | 1.6 | |
| 24 | 26 | 28 | 1.6 | |
லேசர் செயலாக்கம்
நவீன பொறியியல் மற்றும் வேறு எந்த உற்பத்தியின் நிலைமைகளிலும், பெரும்பாலும் பெற வேண்டிய அவசியம் உள்ளது பல்வேறு பொருட்கள்மிகவும் சிக்கலான வடிவத்தைக் கொண்ட துளைகள். கட்டுப்படுத்தப்பட்ட வெப்பப் பிளவு முறையில் இயங்கும் லேசர் கற்றையைப் பயன்படுத்துவது இதற்கு பெரும்பாலும் பயன்படுத்தப்படும் ஒரு முறையாகும்.
இன்று, லேசர் செயலாக்கம் உருவாக்கும் மற்றும் செயலாக்கத்தின் மிகவும் மேம்பட்ட முறைகளில் ஒன்றாகும் சதுரம், நீள்சதுரம்மற்றும் மற்றவர்கள் துளைகள்பல்வேறு வகையான பொருட்களில். இந்த தொழில்நுட்பம் உயர்தர செயலாக்கத்தை அனுமதிக்கிறது, இது அதன் பெரிய அளவிலான பயன்பாட்டிற்கான நிலைமைகளை உருவாக்குகிறது.
எண் கட்டுப்பாட்டுடன் லேசர் உபகரணங்களின் பயன்பாடு உற்பத்தி அல்லது செயலாக்கத்தை மட்டும் அனுமதிக்கிறது துளைகள்பல்வேறு வடிவங்கள் மற்றும் கட்டமைப்புகள், ஆனால் முழுமையாக முடிக்கப்பட்ட தயாரிப்புகளை பெற.
எலக்ட்ரோரோசிவ் செயலாக்க முறைதொழில்நுட்பத்தில், மின் அரிப்பு என்பது ஒரு தயாரிப்பு அல்லது பணிப்பகுதியின் மேற்பரப்பின் அழிவைக் குறிக்கிறது, இது மின் வெளியேற்றங்களின் செல்வாக்கின் கீழ் நிகழ்கிறது.

இந்த செயலாக்க முறையானது, சில வரம்புகளுக்குள், உலோகப் பொருட்கள் மற்றும் பணியிடங்களில் முன்பு செய்யப்பட்ட துளைகளின் அளவு மற்றும் வடிவத்தை மாற்றுவதற்கு பெரும்பாலும் பயன்படுத்தப்படுகிறது. தாங்கள் வடிவமைக்கும் மெக்கானிக்கல் இன்ஜினியரிங் தயாரிப்புகளின் டெவலப்பர்கள் பெரும்பாலும் உருளை வடிவத்திலிருந்து வேறுபட்ட துளைகளை உருவாக்க வேண்டிய அவசியத்தை எதிர்கொள்கின்றனர். அது இருக்கலாம் சதுரம், நீள்சதுரம், செவ்வக, வளைந்த மற்றும் பிற துளைகள்.
பொருள் அதிகரித்த கடினத்தன்மை அல்லது அதிக பாகுத்தன்மை போன்ற பண்புகளைக் கொண்டிருக்கும் போது அவற்றைச் செயலாக்குவது மிகவும் கடினம். இந்த சந்தர்ப்பங்களில்தான் மின்சார வெளியேற்ற எந்திரம் பொதுவாக பயன்படுத்தப்படுகிறது.
நடைமுறையில் காண்பிக்கிறபடி, கடினமான பொருட்களால் செய்யப்பட்ட சிக்கலான கட்டமைப்புகளின் செயலாக்க தயாரிப்புகளுக்கு இது மிகவும் பயனுள்ளதாக இருக்கும். பொதுவான பயன்பாடு என்பதே உண்மை இயந்திர முறைகள்பெரும்பாலும் வெட்டுக் கருவியின் உடைகள் அதிகரிக்கும்.
தாள் உலோகத்தை துளையிடுவதற்கான குறுகலான துரப்பண பிட்கள்மெல்லியதில் தாள் உலோகம்அடிக்கடி நீங்கள் பல்வேறு செய்ய வேண்டும் துளைகள்உருளை வடிவம். உதாரணமாக, நீங்கள் உற்பத்தி செய்ய வேண்டியிருக்கும் போது இது நிகழ்கிறது மின் நிறுவல் வேலைஎஃகு பெட்டிகளில், மற்றும் இதை செய்ய மிகவும் எளிதானது அல்ல.
வழக்கமான ட்விஸ்ட் பயிற்சிகளைப் பயன்படுத்தி மெல்லிய தாள் உலோகத்தில் துளைகளைத் துளைப்பது எளிதான பணி அல்ல, ஏனெனில் கருவி அவர்கள் சொல்வது போல் "எடு" என்று தொடங்குகிறது. இது (மற்றும் அடிக்கடி) அதன் முறிவுக்கு வழிவகுக்கும், அதே போல் துளைகள் ஒழுங்கற்ற, வளைந்த வடிவத்தில் உள்ளன. கூம்பு பயிற்சிகள் மற்றும் படி பயிற்சிகள் இந்த பணியை சிறப்பாக சமாளிக்கின்றன.
உண்மை என்னவென்றால், அவற்றின் குறிப்பிட்ட வடிவத்திற்கு நன்றி, பதப்படுத்தப்பட்ட பொருட்களின் அடுக்கு சமமாக வெட்டப்படுகிறது, "எடுப்பது" மற்றும் ஜெர்கிங் என்று அழைக்கப்படாமல். எனவே, துளையிடப்பட்ட துளைகள் செய்தபின் உருளை வடிவத்தைக் கொண்டுள்ளன.
அது என்ன வடிவியல் பண்புகளை கொண்டுள்ளது என்பதைப் பொறுத்து வெட்டும் கருவி, ஒரு கூம்பு வெட்டு விளிம்புடன் பயிற்சிகளைப் பயன்படுத்துவது பல்வேறு அளவுகளின் விட்டம் பெற உங்களை அனுமதிக்கிறது. துளையிடல் நிலைமைகள் குறிப்பாக கடினமாக இருந்தால், பின்னர் அனுபவம் வாய்ந்த கைவினைஞர்கள்கூம்பு வடிவத்திற்கு பதிலாக படி பயிற்சிகள் பயன்படுத்தப்படுகின்றன. இந்த வெட்டு கருவி விளைவாக துளைகள் மிகவும் துல்லியமான பரிமாணங்களை அனுமதிக்கிறது.
துளைகளை குத்துதல்தாள் உலோக ஸ்டாம்பிங்கிற்கான மிகவும் பொதுவான தொழில்நுட்பங்களில் ஒன்று குத்துவது. எடுத்துக்காட்டாக, கருவி தயாரித்தல் போன்ற உயர் துல்லிய உற்பத்தியில், இந்த முறையைப் பயன்படுத்தி மிகவும் குறிப்பிடத்தக்க எண்ணிக்கையிலான பாகங்கள் தயாரிக்கப்படுகின்றன. குத்துவதற்கு சதுர மற்றும் நீளமான துளைகள் சிறப்பு உபகரணங்கள் பயன்படுத்தப்படுகின்றன, அதிக வலிமை கொண்ட பொருட்களால் ஆனது, நீண்ட கால மற்றும் நிலையான இயந்திர சுமைகளை எதிர்க்கும் மற்றும் அடிக்கடி மற்றும் முழுமையான பராமரிப்பு தேவையில்லை.
சிக்கலான இயந்திரமயமாக்கப்பட்ட உபகரணங்களிலும் மற்றும் எளிய கை அழுத்தங்களிலும் துளைகளை துளையிடலாம். அதன் செயல்முறை என்னவென்றால், பஞ்சுக்கும் மேட்ரிக்ஸுக்கும் இடையில் ஒரு பணிப்பகுதி வைக்கப்படுகிறது, அதில் ஒரு துளை குத்தப்பட வேண்டும்.











