Думаю кожен із вас робив корпус для свого електронного виробу. І при виготовленні корпусу часто виникає одна мерзенна проблема — зробити дірку формою, відмінною від кола. Наприклад, квадратну під LED індикатор.
Я раніше довго мучився, висвердлював по контурі, потім шліфував ці зубчики, матюкався з приводу того, що зішліфував зайве або запоров паралельність. Загалом, на все, що стосується механообробки матеріалу, у мене руки із дупи. І з цим нічого не вдієш. Але там де не можуть руки має працювати голова. І придумалося просте та ефективне рішення.
Отже. Треба профігачити у пластиковому корпусі квадратну дірку.
Для початку розмітимо отвір. Робити це краще за паперовим шаблоном – треба якомога чіткіше накернити кути. Робимо це на зовнішній, лицьовій стороні! Потім кути свердляться наскрізь тонким свердлохом. Тут важливо взяти свердло тонше. Чим тонше, тим точніше буде наш отвір.
Беремо лінійку та гострий скальпель. Можна, можливо канцелярський ніжабо що під рукою. Головна вимога — вона має бути дуже гострою, жорсткою і щоб не бовтався. Я роблю такі речі за допомогою різака.
По лінійці від дірочки до дірочки, точно за розмірами нашого отвору (ні більше, ні менше, точно так!) робимо прорізи. Чим глибше краще, але можна без фанатизму. Т.к. чим глибше ріжеш тим більше шанс що зірветься лезо і ми похитаємося зовнішню поверхню, А це вже не те - негарно. Дірочки тут кермують ще тим, що в них завалюється вістря скальпеля і край різу далі дірки не йде. Розмітка тут самий важливий етап . Від нього залежить чи вийде все з першого разу ідеально, чи доведеться підрівнювати.
Все, отримали всередині чотири шматочки. Тепер треба підчепити їх від центру та виламати всередину!
Проріз який ми зробили дасть нам слабку точку за якою пластик лусне та виламається. А отвори з країв не дадуть тріщині піти далі, ніж треба.
На проколупання цієї дірки у мене пішло не більше 10 хвилин. Це з прибиранням сміття та відволіканням на фотографування та пошук то скальпеля, то свердловина.
Як просвердлити отвір круглої форми, знає практично кожен, а про свердло для квадратних отворіввідомо не всім. Тим часом просвердлити отвір квадратної форми можна як у виробах з м'якої деревини, так і більш твердих металевих деталях. Для вирішення такого завдання використовуються спеціальні інструменти та пристрої, принцип дії яких заснований на властивостях найпростіших геометричних фігур.
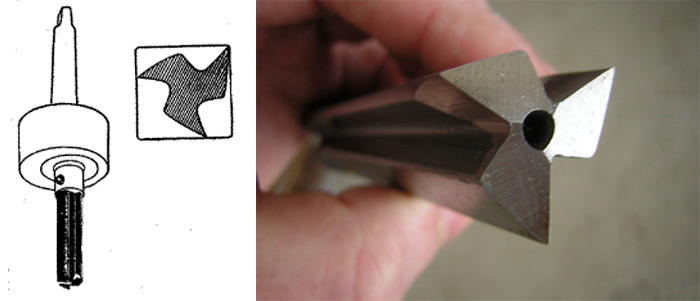
Для того, щоб просвердлити квадратний отвір, зазвичай використовують свердло Уаттса, в основу конструкції якого покладено таку геометричну фігуру, як трикутник Рело. Одна з найважливіших особливостейтакої фігури, що є область перетину трьох рівних кіл, полягає в наступному: якщо до такого трикутника провести пару паралельних опорних прямих, то відстань між ними буде завжди постійною. Таким чином, якщо рухати центр трикутника Рело по траєкторії, що описується чотирма еліпсоїдними дугами, його вершини викреслюватимуть практично ідеальний квадрат, у якого будуть лише трохи заокруглені вершини.

Унікальні властивості трикутника Рело дозволили створити свердла для квадратних отворів. Особливістю використання такого інструменту є те, що вісь його обертання повинна не залишатися на місці, а переміщатися вищеописаною траєкторією. Звичайно, цьому переміщенню не повинен перешкоджати патрон обладнання. При використанні такого свердла та відповідного оснащення квадратний отвір виходить з ідеально рівними та паралельними сторонами, але з трохи округленими кутами. Площа таких необроблених інструментом куточків становить лише 2% площі всього квадрата.
Використовуючи свердла Уаттса, що працюють за принципом трикутника Рело, можна виконувати свердління квадратних отворів металевих заготівляхнавіть на звичайному верстаті, не обладнаному спеціальними насадками. Для того ж, щоб створити квадратний отвір у дерев'яні деталі, можна використовувати і звичайний дрильАле для цього її необхідно оснастити додатковими пристроями.
Виготовити нескладний пристрій, що дозволяє просвердлити квадратні отвори в дерев'яні заготівлі, можна за такими рекомендаціями.



Зібравши такий нескладний пристрій, надійно зафіксувавши всі елементи його конструкції та оброблювану заготовку, можна включати електричний дриль і починати процес свердління.
Як уже говорилося вище, просвердлений за допомогою такого пристрою квадратний отвір матиме абсолютно рівні та паралельно розташовані сторони, але його кутові ділянки будуть злегка закруглені. Вирішити проблему із закругленими кутами нескладно: можна доопрацювати їх за допомогою звичайного надфілю.
Слід мати на увазі, що використовують вищеописане пристосування, яке не відрізняється високою жорсткістю, для свердління отворів квадратної форми в дерев'яних заготовках невеликої товщини.

Свердло Уаттса і зроблений за його допомогою квадратний отвір у металевій заготовці.
У деяких випадках необхідно одержати отвори у формі квадрата. Звичайні методималопродуктивні та важкі. Найпримітивніший з них зводиться до попереднього висвердлювання отвору діаметром, рівним вписаного в квадрат кола, і поступового його продовбування. Потрібний інструмент, який зможе працювати без обертання інструментальної головки, а також спеціальний перехідник. Простіше скористатися так званим квадратним свердлом (свердлом Уаттса), або, точніше, фрезою.
Ще в XV столітті легендарний Леонардо да Вінчі, вивчаючи властивості геометричних постатей, звернув увагу на так звані геометричні об'єкти з рівною товщиною. Таких фігур є безліч, але найпростішою – крім кола – є округлений трикутник, який може бути утворений таким чином. Викреслюється рівносторонній трикутник, кожен із кутів якого з'єднується дугою кола, проведеного з центру протилежної сторони. Особливістю такого трикутника буде те, що всі його сторони матимуть постійну ширину, що дорівнює довжині сторони вихідного рівностороннього трикутника.
Практичну користь з цього факту отримав Л. Ейлер, який через три століття продемонстрував обертання такого округленого трикутника: спочатку навколо власної осі, а потім - з деяким ексцентриситетом, благо карданний механізм науці і техніці того часу був уже відомий.
Ще далі в практичному використанні цієї фігури пішов німецький інженер Ф. Рело, який звернув увагу на те, що траєкторія кутів трикутника, що рухається, при певних способах його обертання дуже близька до квадрата. Лише безпосередньо у кутах квадратазовнішня поверхня

описує дугу, втім, невеликого радіусу. У сучасній технічній літературі такий трикутник називають трикутником Рело, хоча жодних кутів у цієї постаті практично немає. Пройде ще кілька десятків років, і англієць Г. Уатс придумає пристосування, яким можна забезпечити гарантовану квадратну траєкторію для металорізального інструменту.Технічне рішення
Свердло чи фреза?
Що правильніше? Якщо звернутися до кінематики переміщення такого ріжучого інструменту (для наочності можна скористатися схемою, наведеною на рис. 1, то можна виявити, що знімання металу буде проводитися тільки бічною поверхнею, причому площин різання буде не одна, як у звичайного свердла, а чотири, що більш властиво фрез.
Однак одного обертового руху для отримання квадратного отвору недостатньо. Прості математичні обчислення (у цій статті не наводяться) показують: для того, щоб «свердло» для квадратного отвору виконувало свою функцію, воно має при роботі описувати не тільки основний рух обертання ріжучої кромки, а й рух свердла/фрези навколо деякої осі. Обидва рухи повинні проводитися у взаємно протилежних напрямках.
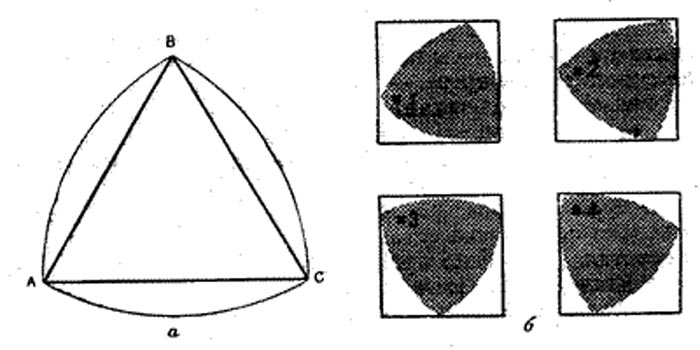
Малюнок 1 – Трикутник Рело: а) – побудова; б) послідовність обертання для одержання отвору квадратної форми.
Кутова швидкість обох обертань визначається досить легко. Якщо параметр f прийняти частоту оборотів валу дриля (чи перфоратора), то коливальних обертань шпинделя навколо своєї осі достатня швидкість 0,625f. У цьому випадку вісь шпинделя як би затискається між робочим валом і приводним колесом, змушуючи свердло/фрезу коливатися в затискному пристосуваннііз залишковою швидкістю
(1 - 0,625) f = 0,375f.
Більш точно результуючу швидкість обертання фрези можна встановити, користуючись технічними характеристикамидрилі/перфоратора, але ясно, що вона буде набагато нижчою за ту, на яку спочатку розрахований інструмент. Тому одержання квадратного отвору відбуватиметься із меншою продуктивністю.
Безпосередньо застосувати фрезу/свердло для квадратних отворів з профілем трикутника Рело не можна - необхідні канавки для відведення стружки, що утворюється.
Тому профіль робочої частини інструменту являє собою вищеописану фігуру, з якої вирізано три напівеліпси. При цьому реалізуються три цілі: знижуються момент інерції свердла, навантаження на шпиндель, а також підвищується різальна здатність фрези.

Рисунок 2 – Фактичний профіль робочої частини інструменту
Конструкція інструменту така. Власне, робоча частина включає робочу поверхню, якою проводиться знімання металу і відводять стружку канавки. Виготовляється фреза-свердло для квадратних отворів із сталі У8 та загартовується до твердості HRC 52…56. За особливо важких умов експлуатації використовуються вироби з легованої сталі Х12 із твердістю HRC 56…60.
При нормальній подачі СОЖ і через порівняно невеликі температури в зоні обробки стійкість інструменту - висока. Більшескладну конструкцію

Втулки, що гойдається.
Для побутових пристосувань виробники фрез/свердл для квадратних отворів пропонують накладні рамки, які з'єднуються карданною передачею з патроном, та повідомляють ексцентричні переміщення ріжучому інструменту. Товщина такої рамки визначає глибину отвору.
Опорні кульки. Дляпрактичного застосування
інструмента, що розглядається, достатньо надати шпинделю основного обладнання подачу в необхідному напрямку. Для виготовлення квадратних отворів із застосуванням такого оснащення придатні фрезерні протяжні та токарні верстати.
Альтернативні способи одержання квадратних отворів
Недоліком свердл Уаттса вважається наявність радіусних дуг у кутах квадрата, що завжди прийнятно. Крім того, свердла для квадратних отворів, виготовлені з використанням трикутника Рело, не можуть проводити обробку заготовок великої товщини.
Кільцевий обмежувач ходу. Матриця.. Пробитий отвір вигідно відрізняється чистотою отриманих кромок, а також відсутністю задирок. Подібний інструмент, зокрема, виробляється торговою маркою Veritas (Канада).
За наявності в домашньому господарстві зварювального інвертораквадратний отвір у сталевій деталі можна пропалити. З цією метою в заготівлі попередньо свердлиться (із запасом) круглий отвір, потім вставляється туди необхідних розмірів квадрат з графіту марок ЕЕГ або МПГ, після чого обварюється по контуру. Графіт виймається, а виробі залишається квадратний отвір. Його, за потреби, можна зачистити і прошліфувати.
Одним з основних видів механічної обробкирізних матеріалів різанням, що застосовуються в сучасній техніці, є свердління. Воно здійснюється за допомогою спеціального інструменту, званого свердлом, якому повідомляється обертальний рух(У деяких випадках обертається заготівля). За допомогою свердління можна отримувати отворирізної глибини та діаметру.
В більшості випадків отвори, Отримані методом свердління, мають циліндричну форму. Однак застосування спеціального інструменту та особливих методик обробки дозволяє надавати їм еліпсоподібну, квадратну, криволінійну, довгасту, трикутну та іншу форму.
 |
||||||||||||||||||||||||||||
| Отвори довгасті під кріплення ГОСТ 16030 – 70 | ||||||||||||||||||||||||||||
| D | B | L | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1-й ряд | 2-й ряд | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | |
| 2 | 2.4 | - | × | × | × | × | ||||||||||||||||||||||
| 2.5 | 2.9 | - | × | × | × | × | ||||||||||||||||||||||
| 3 | 3.4 | - | × | × | × | × | × | |||||||||||||||||||||
| 4 | 4.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 5 | 5.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 6 | 6.6 | 7 | × | × | × | × | × | × | ||||||||||||||||||||
| 8 | 9 | 10 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 10 | 11 | 12 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 12 | 13 | 14 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 14 | 15 | 16 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 16 | 17 | 18 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 18 | 19 | 20 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 20 | 22 | 24 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 22 | 24 | 26 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 24 | 26 | 28 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 27 | 30 | 32 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 30 | 33 | 35 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 36 | 39 | 42 | × | × | × | × | × | × | × | × | × | × | ||||||||||||||||
| 42 | 45 | 48 | × | × | × | × | × | × | × | × | × | |||||||||||||||||
| 48 | 52 | 56 | × | × | × | × | × | × | × | |||||||||||||||||||
| Отвори квадратні під кріплення ГОСТ 16030 – 70 | ||||
 |
Розмір квадратних підголовків болтів |
B | R | |
|---|---|---|---|---|
| 1-й ряд | 2-й ряд | |||
| 5 | 5.5 | - | 0.5 | |
| 6 | 6.6 | 7 | 0.5 | |
| 8 | 9 | - | 0.8 | |
| 10 | 11 | 12 | 0.8 | |
| 12 | 13 | 14 | 1.0 | |
| 14 | 15 | 16 | 1.0 | |
| 16 | 17 | 18 | 1.2 | |
| 20 | 22 | 24 | 1.2 | |
| 22 | 24 | 26 | 1.6 | |
| 24 | 26 | 28 | 1.6 | |
Лазерна обробка
В умовах сучасного машинобудівного та будь-якого іншого виробництва часто виникає необхідність отримання в різних матеріалахотворів, що мають дуже складну форму. Для цього часто застосовується метод, що полягає у використанні лазерного променя, що функціонує в режимі термічного керованого розколювання.
На сьогоднішній день саме лазерна обробка є одним із найбільш передових методів формування та обробки квадратних, довгастихта інших отворіву найрізноманітніших матеріалах. Подібна технологія дозволяє отримувати якісну обробку, що створює умови для більш масштабного застосування.
Застосування лазерного обладнання з числовим програмним керуванням дозволяє не тільки виготовляти або обробляти отворинайрізноманітніших форм і конфігурацій, а й одержувати повністю готові вироби.
Електроерозійний метод обробкиУ техніці під електричною ерозією розуміється руйнація поверхні виробу чи заготівлі, що відбувається під впливом електричних розрядів.

Цей спосіб обробки найчастіше використовується для того, щоб у певних межах здійснювати зміну розмірів та форми отворів, попередньо виконаних у металевих виробах та заготовках. Розробники машинобудівних виробів, які вони проектують, нерідко стикаються з необхідністю виготовлення отворів, які можуть бути відмінними від циліндричних. Це можуть бути квадратні, довгасті, прямокутні, криволінійні та інші отвори.
Особливо непросто реалізувати їхню обробку тоді, коли сам матеріал має такі характеристики, як підвищена твердість або висока в'язкість. Саме у цих випадках зазвичай і використовується електроерозійна обробка.
Як показує практика, вона найефективніша для обробки виробів складної конфігурації, виготовлених із твердих матеріалів. Справа в тому, що використання для тих же цілей поширених механічних способівчасто обертається підвищеним зношуванням ріжучого інструменту.
Конусні свердла для свердління листового металуУ тонкому листовому металідосить часто доводиться робити різні отворициліндричної форми. Так, наприклад, відбувається тоді, коли потрібно зробити електромонтажні роботиу сталевих коробах, причому зробити це нерідко буває не так вже й просто.
Свердління отворів у тонкому листовому металі за допомогою звичайних спіральних свердлів – справа непроста, оскільки інструмент починає, як то кажуть, «підхоплювати». Це може призвести (і нерідко призводить) до його поломок, а також до того, що отвори виходять неправильною, викривленою формою. Конусні свердла та свердла ступінчасті з цим завданням справляються набагато краще.
Справа в тому, що завдяки їх специфічній формі шар оброблюваного матеріалу зрізається рівномірно, без так званих «підхоплювань» та ривків. Тому отвори, що просвердлюються, мають ідеально циліндричну форму.
Залежно від того, які саме геометричні характеристики має ріжучий інструмент, Застосування свердел з конічною ріжучою кромкою дозволяє отримати результуючі діаметри різної величини. Якщо умови свердління особливо складні, то досвідчені майстризастосовують не конусні, а східчасті свердла. Цей різальний інструмент дозволяє забезпечити точні розміри результуючих отворів.
Пробивання отворівОднією з найпоширеніших технологій листового штампування металів є пробивання. Наприклад, при такому високоточному виробництві, як приладобудування, дуже багато деталей виготовляється саме з використанням цього методу. Для пробивання квадратних та довгастих отворів використовується спеціальне оснащення, що виготовляється з високоміцних матеріалів, стійке до тривалих і постійних механічних навантажень і не потребує частого та ретельного обслуговування.
Пробивка отворів може проводитись як на складному механізованому обладнанні, так і на простих ручних пресах. Її процедура полягає в тому, що між пуансоном та матрицею міститься заготовка, в якій необхідно пробити отвір.











