শত-ইয়াং শি-রি-না-এর সরলতম চিত্রটি বর্গাকার গর্ত ছিদ্র করতে আমাদের সাহায্য করবে। আপনি যদি এই "ত্রিভুজ" এর কেন্দ্রটিকে একটি নির্দিষ্ট ট্র্যাজেক্টোরি বরাবর সরান, তবে এর শীর্ষবিন্দুগুলি প্রায় একটি বর্গক্ষেত্রের মতো আঁকা হয় এবং তিনি দীপ্তিমান চিত্রের ভিতরে পুরো এলাকাটি ঝাড়ু দেবেন।
কোণে ছোট ছোট টুকরা ব্যতীত সেরা চিত্রের প্রান্তগুলি কঠোরভাবে সোজা হবে! এবং যদি আপনি কাটা থেকে বাঁচতে চালিয়ে যান, তাহলে আপনি কোণগুলি দেখতে পাবেন, তারপর ফলাফলটি ঠিক একটি বর্গক্ষেত্র হবে।
উপরে বর্ণনা করার জন্য, ত্রিভুজাকার Re-lo-এর কেন্দ্রকে ট্র্যাজেক্টোরি বরাবর সরানো দরকার, স্পষ্টভাবে la-yu-shchey-glue-coy চারটি এল-ঠোঁট-পেঁচার আর্ক থেকে। এল-ঠোঁটের কেন্দ্রগুলি বর্গক্ষেত্রের শীর্ষে এবং অক্ষ বরাবর $45^\circ$ from-but-si-tel-এর কোণে অবস্থিত কিন্তু বর্গক্ষেত্রের বাহুগুলি $k\ এর সমান cdot(1+1/\sqrt3)/2$ এবং $k\cdot(1-1/\sqrt3)/ 2$, যেখানে $k$ হল একশো বর্গ মিটার দৈর্ঘ্য।
বাঁকা, বৃত্তাকার কোণগুলি স্কোয়ারের কোণে কেন্দ্রবিশিষ্ট ডু-গা-মি এল-লিপ-সোভ হিসাবেও দেখা যায়, তাদের অর্ধ-অক্ষটি বর্গক্ষেত্রের দিক থেকে $45^\circ$ কোণে এবং $ এর সমান k\cdot(\sqrt3+ 1)/2$ এবং $k\cdot(1/\sqrt3-1)/2$।
অদৃশ্য কোণগুলির ক্ষেত্রফল পুরো বর্গক্ষেত্রের প্রায় 2%!
এখন, যদি আপনি একটি ত্রিভুজাকার Re-lo আকারে একটি ড্রিল করেন, তাহলে আপনি একটু -গো-গোলাকার-দ্যা-কোনার-অফ-মি দিয়ে বর্গাকার গর্ত ড্রিল করতে পারেন, কিন্তু আব-সো-লিউত-কিন্তু সোজা-আমরা। -একশত-অন-মি!
যা বাকি আছে তা হল সেই ড্রিলটি তৈরি করা... অথবা বরং, ড্রিলটি নিজেই তৈরি করা কঠিন নয়, আপনার কেবল এটির সাথে মানানসই হতে হবে এটি হল রে-লোর ত্রিভুজ, এবং পেঁচার কাটা প্রান্তগুলি এর শীর্ষের সাথে রয়েছে .
অসুবিধা হল যে, ইতিমধ্যে উপরে উল্লিখিত হিসাবে, ড্রিলের কেন্দ্রের ট্রা-এক-টু-রিয়া হতে হবে - এল-ঠোঁট-পেঁচার চারটি আর্কের মধ্যে একশত। ভি-জু-আল-কিন্তু এই বক্ররেখাটি একটি বৃত্তের অনুরূপ এবং এমনকি মা-তে-মা-তি-চে-স্কি এর কাছাকাছি, কিন্তু তবুও এটি একটি বৃত্তের নেস নয়। এবং সমস্ত এক্স-সেন-ত্রি-কি (একটি বৃত্ত অন্য রা-দি-উ-সা-এর একটি বৃত্তের উপর স্থানান্তরিত কেন্দ্রে স্থাপন করা হয়েছে), ব্যবহার-ব্যবহার- তারা প্রযুক্তিতে রয়েছে, তারা একটি বৃত্তে কঠোরভাবে চলে।
1914 সালে, ইংরেজ প্রকৌশলী হ্যারি জেমস ওয়াটস কীভাবে এই জাতীয় ড্রিলিং ব্যবস্থা করবেন তা বের করেছিলেন। পৃষ্ঠে তিনি একটি বর্গাকার আকারে একটি প্রো-কাট সহ একটি ডান-হাতের টেমপ্লেট স্থাপন করেন, যেখানে একটি ড্রিল চলে, একটি সকেটে "ফ্রি-ফ্লোটিং ড্রিল" সহ ঢোকানো হয়। এই জাতীয় প্যা-ট্রনের জন্য একটি পেটেন্ট একটি কোম্পানিকে জারি করা হয়েছিল যা 1916 সালে ওয়াটস ড্রিল তৈরি করতে শুরু করেছিল।
জে-রো-লা-মো কার্ডানো (1501 - 1576)। যখন, 1541 সালে, im-per-ra-tor চার্লস V tri-um-fal-no Za-vo-e-van-ny মিলানে প্রবেশ করেন, ভ্রা কলেজের রেক্টর-যার পাশে Kar-da-no হাঁটছিলেন বাল-দা-খিনের কাছে। সম্মানের জবাবে, তিনি রাজকীয় ক্রুকে দুটি শ্যাফ্টের ওজন দিয়ে সজ্জিত করার প্রস্তাব দেন, যা গো-রি-জোন-তাল-নো-গো পো-লো-ঝে থেকে ইউ-ভে-ডেট কা-রে-তু ছিল না। -নিয়া […] ন্যায়বিচার লক্ষ্য করার দাবি করে যে এই জাতীয় ব্যবস্থার ধারণাটি প্রাচীনকালে ফিরে যায় এবং "অ্যাট-লান-টি-চে-স্কাই কোডেক্স"-এ লিও-নার-ডো দা ভিন-চির একটি রি- আছে। su-nok su-do-vo-go com-pa-sa সহ kar-দিয়ে ওজনের নিচে। এই ধরনের com-pa-sys 16 শতকের প্রথমার্ধে, দৃশ্যত, প্রভাব ছাড়াই -I-nia Kar-da-no.
S. G. Gin-di-Kin. পদার্থবিদ্যা এবং মা-তে-মা-তি-কাহ সম্পর্কে কথা বলুন।
আমরা অন্য পরিচিত কাঠামো ব্যবহার করছি। আমরা ড্রিলটিকে ত্রিভুজাকার রি-লোতে কঠোরভাবে সংযুক্ত করি, এটিকে ডানদিকের ফ্রেমে একটি বর্গক্ষেত্রে স্থাপন করি। ড্রিলের উপর সাম-মা রাম-কা ফি-সি-রু-এত-স্য। এখন যা বাকি আছে তা হল ড্রিলের ঘূর্ণনকে Re-lo-এর ত্রি-কোণে স্থানান্তর করা।
কিছু ক্ষেত্রে এটি বর্গাকার আকৃতির গর্ত প্রাপ্ত করা প্রয়োজন। প্রচলিত পদ্ধতিঅদক্ষ এবং ভারী। তাদের মধ্যে সবচেয়ে আদিম প্রাথমিকভাবে নেমে আসে একটি বর্গাকারে খোদাই করা বৃত্তের সমান ব্যাস সহ একটি গর্ত তৈরি করা এবং ধীরে ধীরে এটিকে খোঁচা দেওয়া। আপনার এমন একটি সরঞ্জামের প্রয়োজন হবে যা টুলের মাথাটি ঘোরানো ছাড়াই কাজ করতে পারে, সেইসাথে একটি বিশেষ অ্যাডাপ্টার। একটি তথাকথিত "বর্গাকার" ড্রিল (ওয়াটস ড্রিল), বা আরও স্পষ্টভাবে, একটি কাটার ব্যবহার করা সহজ।
15 শতকে ফিরে, কিংবদন্তি লিওনার্দো দা ভিঞ্চি, জ্যামিতিক চিত্রের বৈশিষ্ট্যগুলি অধ্যয়ন করার সময়, সমান বেধের তথাকথিত জ্যামিতিক বস্তুর দিকে দৃষ্টি আকর্ষণ করেছিলেন। এই জাতীয় পরিসংখ্যানগুলির একটি অসীম সংখ্যা রয়েছে, তবে সবচেয়ে সহজ - একটি বৃত্ত ছাড়াও - একটি বৃত্তাকার ত্রিভুজ, যা নিম্নরূপ গঠিত হতে পারে। একটি সমবাহু ত্রিভুজ আঁকা হয়, যার প্রতিটি কোণ বিপরীত দিকের কেন্দ্র থেকে আঁকা একটি বৃত্তের একটি চাপ দ্বারা সংযুক্ত। এই জাতীয় ত্রিভুজের বিশেষত্ব হবে যে এর সমস্ত বাহুর একটি ধ্রুবক প্রস্থ থাকবে, যা মূল সমবাহু ত্রিভুজের বাহুর দৈর্ঘ্যের সমান।
এল. অয়লার এই সত্য থেকে ব্যবহারিক সুবিধা পেয়েছিলেন, যিনি তিন শতাব্দী পরে এই ধরনের একটি বৃত্তাকার ত্রিভুজের ঘূর্ণন প্রদর্শন করেছিলেন: প্রথমে তার নিজের অক্ষের চারপাশে এবং তারপরে কিছু উদ্ভটতার সাথে, যেহেতু কার্ডান প্রক্রিয়াটি সেই সময়ের বিজ্ঞান ও প্রযুক্তির কাছে ইতিমধ্যেই পরিচিত ছিল।
জার্মান প্রকৌশলী এফ. রেলো এই চিত্রটির ব্যবহারিক ব্যবহারে আরও এগিয়ে গিয়েছিলেন, যিনি এই বিষয়টির দিকে দৃষ্টি আকর্ষণ করেছিলেন যে একটি চলমান ত্রিভুজের কোণগুলির গতিপথ তার ঘূর্ণনের নির্দিষ্ট পদ্ধতিগুলির সাথে একটি বর্গক্ষেত্রের খুব কাছাকাছি। শুধুমাত্র সরাসরি বর্গক্ষেত্রের কোণে বাইরের পৃষ্ঠতবে একটি ছোট ব্যাসার্ধের একটি চাপকে বর্ণনা করে। আধুনিক প্রযুক্তিগত সাহিত্যে, এই জাতীয় ত্রিভুজকে রেউলক্স ত্রিভুজ বলা হয়, যদিও এই চিত্রটির আর কোন কোণ নেই।

আরও কয়েক দশক কেটে যাবে, এবং ইংরেজ জি. ওয়াটস এমন একটি ডিভাইস নিয়ে আসবেন যা একটি ধাতু কাটার সরঞ্জামের জন্য একটি নিশ্চিত বর্গাকার গতিপথ প্রদান করতে পারে। প্রযুক্তিগত সমাধানওয়াটস ড্রিলের জন্য 1916 সালে পেটেন্ট করা হয়েছিল এবং এক বছর পরে এই জাতীয় সরঞ্জামগুলির ব্যাপক উত্পাদন শুরু হয়েছিল।

কারিগরি সম্প্রদায়ের অধিকাংশই বিশ্বাস করে যে এটি এখনও একটি মিলিং কাটার। যাইহোক, নির্মাতারা একগুঁয়েভাবে এই সরঞ্জামটিকে একটি ড্রিল বলে চালিয়ে যান বর্গক্ষেত্র গর্ত, একটি ওয়াটস ড্রিল বা একটি ড্রিল যার প্রোফাইল Reuleaux ত্রিভুজের সাথে মিলে যায়।
কোনটি বেশি সঠিক? যদি আমরা এই জাতীয় কাটিয়া সরঞ্জামের গতিবিদ্যার দিকে ফিরে যাই (স্বচ্ছতার জন্য, আপনি চিত্র 1-এ দেখানো চিত্রটি ব্যবহার করতে পারেন), আপনি দেখতে পাবেন যে ধাতু অপসারণ শুধুমাত্র পার্শ্ব পৃষ্ঠ দ্বারা বাহিত হবে, এবং আরও অনেক কিছু হবে। এক কাটিং প্লেন, যেমন মধ্যে নিয়মিত ড্রিল, কিন্তু চার, যা কাটার জন্য আরো সাধারণ.
যাইহোক, একটি একক ঘূর্ণন গতি একটি বর্গাকার গর্ত পেতে যথেষ্ট হবে না। সরল গাণিতিক গণনা (এই নিবন্ধে দেওয়া হয়নি) দেখায়: একটি বর্গাকার গর্তের জন্য একটি "ড্রিল" এর কার্য সম্পাদন করার জন্য, অপারেশন চলাকালীন এটিকে কেবল কাটিয়া প্রান্তের মৌলিক ঘূর্ণনশীল গতিবিধিই নয়, এর দোলনা গতিও বর্ণনা করতে হবে। একটি নির্দিষ্ট অক্ষের চারপাশে ড্রিল/কাটার। উভয় আন্দোলন পারস্পরিক করা আবশ্যক বিপরীত দিক.
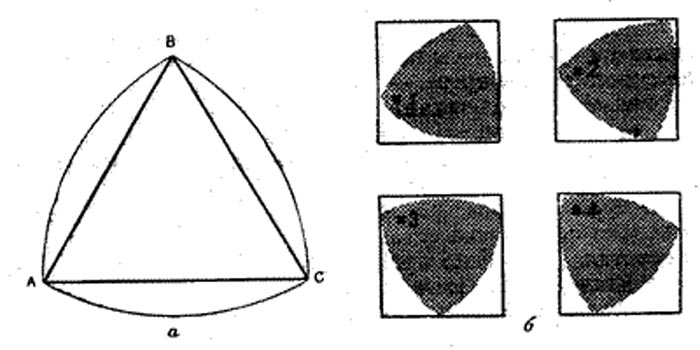
চিত্র 1 – Reuleaux ত্রিভুজ: a)- নির্মাণ; b) একটি বর্গাকার আকৃতির গর্ত পেতে ঘূর্ণন ক্রম।
উভয় ঘূর্ণনের কৌণিক বেগ বেশ সহজভাবে নির্ধারিত হয়। যদি আমরা ড্রিল শ্যাফ্ট (বা হাতুড়ি ড্রিল) এর ঘূর্ণন ফ্রিকোয়েন্সি f প্যারামিটার হিসাবে গ্রহণ করি, তাহলে 0.625f গতিবেগ তার নিজস্ব অক্ষের চারপাশে স্পিন্ডেলের দোলনা ঘূর্ণনের জন্য যথেষ্ট। এই ক্ষেত্রে, স্পিন্ডেল অক্ষটি, যেমনটি ছিল, কার্যকারী শ্যাফ্ট এবং ড্রাইভ হুইলের মধ্যে আটকে আছে, যার ফলে ড্রিল/কাটারটি দোলাচ্ছে। ক্ল্যাম্পিং ফিক্সচারঅবশিষ্ট গতির সাথে
(1 – 0.625)f = 0.375f।
ফলস্বরূপ কাটার ঘূর্ণন গতি আরো সঠিকভাবে ব্যবহার করে নির্ধারণ করা যেতে পারে প্রযুক্তিগত বৈশিষ্ট্যড্রিল/হাতুড়ি, কিন্তু এটা স্পষ্ট যে টুলটি মূলত কিসের জন্য ডিজাইন করা হয়েছিল তার থেকে এটি অনেক কম হবে। অতএব, একটি বর্গাকার গর্ত প্রাপ্তি কম উত্পাদনশীলতার সাথে ঘটবে।
একটি Reuleaux ত্রিভুজ প্রোফাইলের সাথে বর্গক্ষেত্র গর্তের জন্য সরাসরি একটি কাটার/ড্রিল ব্যবহার করা অসম্ভব - ফলে চিপগুলি সরানোর জন্য খাঁজগুলি প্রয়োজন।
অতএব (চিত্র 2 দেখুন) টুলটির কার্যকারী অংশের প্রোফাইলটি উপরে বর্ণিত চিত্র, যেখান থেকে তিনটি অর্ধ-উপবৃত্ত কাটা হয়। এই ক্ষেত্রে, তিনটি লক্ষ্য উপলব্ধি করা হয়: ড্রিলের জড়তার মুহূর্ত এবং টাকুতে লোড হ্রাস করা হয় এবং কাটার কাটার ক্ষমতা বৃদ্ধি পায়।

চিত্র 2 – টুলের কাজের অংশের প্রকৃত প্রোফাইল
টুলের ডিজাইন নিম্নরূপ। প্রকৃতপক্ষে, কাজের অংশে ধাতু এবং খাঁজগুলি অপসারণের জন্য ব্যবহৃত একটি কার্যকরী পৃষ্ঠ রয়েছে যা চিপগুলিকে সরিয়ে দেয়। বর্গাকার গর্তের জন্য একটি কাটার-ড্রিল U8 ইস্পাত থেকে তৈরি করা হয় এবং HRC 52...56-এর কঠোরতায় শক্ত করা হয়। বিশেষ করে গুরুতর অপারেটিং অবস্থার অধীনে, HRC 56...60 এর কঠোরতা সহ X12 অ্যালয় স্টিলের তৈরি পণ্যগুলি ব্যবহার করা হয়। স্বাভাবিক কুল্যান্ট সরবরাহের সাথে এবং প্রক্রিয়াকরণ অঞ্চলে তুলনামূলকভাবে কম তাপমাত্রার কারণে, সরঞ্জামের আয়ু বেশি।
আরও জটিল নকশাএকটি অ্যাডাপ্টার টাকু আছে. এটা অন্তর্ভুক্ত:

গৃহস্থালীর ডিভাইসের জন্য, বর্গাকার গর্তের জন্য কাটার/ড্রিলের নির্মাতারা ওভারহেড ফ্রেমগুলি অফার করে যা একটি কার্ডান ড্রাইভ দ্বারা চাকের সাথে সংযুক্ত থাকে এবং উদ্ভট গতিবিধির সাথে যোগাযোগ করে। কর্তন যন্ত্র. এই ফ্রেমের বেধ ফলে গর্তের গভীরতা নির্ধারণ করে।
মেশিন চক সঙ্গে ডিভাইস সংযোগ করার জন্য, একটি বিশেষ অ্যাডাপ্টার এছাড়াও প্রয়োজন। ইহা গঠিত:
জন্য ব্যবহারিক প্রয়োগপ্রশ্নে থাকা সরঞ্জামটির জন্য, প্রধান সরঞ্জামের টাকুকে প্রয়োজনীয় দিকটিতে একটি ফিড দেওয়া যথেষ্ট। ব্রোচিং মিলিং মেশিন এবং লেদ এই ধরনের সরঞ্জাম ব্যবহার করে বর্গাকার গর্ত তৈরির জন্য উপযুক্ত।
//www.youtube.com/watch?v=60WbTPNFT-8
ওয়াটস ড্রিলের অসুবিধা হ'ল বর্গক্ষেত্রের কোণে ব্যাসার্ধ আর্কের উপস্থিতি, যা সর্বদা গ্রহণযোগ্য নয়। উপরন্তু, Reuleaux ত্রিভুজ ব্যবহার করে তৈরি বর্গাকার গর্ত ড্রিলগুলি মোটা ওয়ার্কপিসগুলি পরিচালনা করতে পারে না। এই ধরনের ক্ষেত্রে, আপনি ইলেক্ট্রোইরোসিভ/লেজার প্রযুক্তি ব্যবহার করতে পারেন, এবং এছাড়াও, যা সহজ, ঢালাই বা স্ট্যাম্পিং ব্যবহার করুন।
বর্গাকার গর্তের জন্য পাঞ্চের সেটগুলি 70×70 মিমি পর্যন্ত ট্রান্সভার্স আকারের একটি ভাণ্ডারে তৈরি করা হয় যার পুরুত্ব 12...16 মিমি পর্যন্ত। কিট অন্তর্ভুক্ত:
পাঞ্চে বল প্রয়োগ করতে, আপনি ব্যবহার করতে পারেন জলবাহী জ্যাক. খোঁচা গর্তটি ফলাফলের প্রান্তগুলির পরিচ্ছন্নতার পাশাপাশি burrs অনুপস্থিতি দ্বারা আলাদা করা হয়। একটি অনুরূপ টুল উত্পাদিত হয়, বিশেষ করে, ভেরিটাস ট্রেডমার্ক (কানাডা) দ্বারা।
যদি পাওয়া যায় পরিবারের ঢালাই বৈদ্যুতিন সংকেতের মেরু বদলএকটি স্টিলের টুকরোতে একটি বর্গাকার গর্ত পোড়ানো যেতে পারে। এই উদ্দেশ্যে, একটি বৃত্তাকার গর্ত ওয়ার্কপিসে প্রাক-ড্রিল করা হয় (একটি রিজার্ভ সহ), তারপরে প্রয়োজনীয় আকারের গ্রাফাইট গ্রেডের EEG বা MPG এর একটি বর্গক্ষেত্র এতে ঢোকানো হয়, তারপরে এটি কনট্যুর বরাবর স্ক্যাল্ড করা হয়। গ্রাফাইট সরানো হয়, এবং একটি বর্গাকার গর্ত পণ্য অবশেষ. প্রয়োজনে, এটি পরিষ্কার এবং বালি করা যেতে পারে।
কিভাবে একটি গর্ত ড্রিল গোলাকার, প্রায় সবাই জানে, কিন্তু সবাই বর্গাকার গর্তের জন্য একটি ড্রিল সম্পর্কে জানে না। এদিকে, আপনি নরম কাঠের পণ্য এবং শক্ত ধাতব অংশ উভয় ক্ষেত্রেই একটি বর্গাকার আকৃতির গর্ত ড্রিল করতে পারেন। এই সমস্যাটি সমাধান করার জন্য, বিশেষ সরঞ্জাম এবং ডিভাইসগুলি ব্যবহার করা হয়, যার অপারেটিং নীতিটি সহজ জ্যামিতিক আকারের বৈশিষ্ট্যগুলির উপর ভিত্তি করে।
একটি বর্গাকার গর্ত ড্রিল করার জন্য, সাধারণত একটি ওয়াট ড্রিল ব্যবহার করা হয়, যার নকশা এটির উপর ভিত্তি করে জ্যামিতিক চিত্র, একটি Reuleaux ত্রিভুজ মত. অন্যতম সবচেয়ে গুরুত্বপূর্ণ বৈশিষ্ট্যএই ধরনের একটি চিত্রের, যা তিনটি সমান বৃত্তের ছেদক্ষেত্রের ক্ষেত্রকে প্রতিনিধিত্ব করে, নিম্নরূপ: যদি একটি জোড়া সমান্তরাল রেফারেন্স রেখা এই ধরনের একটি ত্রিভুজের সাথে আঁকা হয়, তবে তাদের মধ্যে দূরত্ব সর্বদা স্থির থাকবে। এইভাবে, যদি আপনি চারটি উপবৃত্তাকার চাপ দ্বারা বর্ণিত একটি ট্র্যাজেক্টোরি বরাবর রেউলক্স ত্রিভুজের কেন্দ্রটি সরান, তবে এর শীর্ষবিন্দুগুলি একটি প্রায় নিখুঁত বর্গক্ষেত্র আঁকবে, শুধুমাত্র সামান্য গোলাকার শীর্ষবিন্দু সহ।

Reuleaux ত্রিভুজের অনন্য বৈশিষ্ট্যগুলি বর্গক্ষেত্র গর্তের জন্য ড্রিল তৈরি করা সম্ভব করেছে। এই জাতীয় সরঞ্জাম ব্যবহার করার বিশেষত্ব হল এর ঘূর্ণনের অক্ষটি জায়গায় থাকা উচিত নয়, তবে উপরে বর্ণিত ট্র্যাজেক্টোরি বরাবর সরানো উচিত। স্বাভাবিকভাবেই, এই আন্দোলন সরঞ্জাম কার্তুজ দ্বারা বাধা দেওয়া উচিত নয়। এই জাতীয় ড্রিল এবং উপযুক্ত সরঞ্জাম ব্যবহার করার সময়, একটি বর্গাকার গর্ত পুরোপুরি সোজা এবং সমান্তরাল দিক দিয়ে প্রাপ্ত হয়, তবে সামান্য বৃত্তাকার কোণে। এই ধরনের কোণগুলির ক্ষেত্রফল যা সরঞ্জাম দিয়ে প্রক্রিয়া করা হয় না তা পুরো বর্গক্ষেত্রের ক্ষেত্রফলের মাত্র 2%।
ওয়াটস ড্রিল ব্যবহার করে, রেউলক্স ত্রিভুজের নীতিতে কাজ করে, আপনি বর্গাকার গর্ত ড্রিল করতে পারেন ধাতব ফাঁকাএমনকি একটি নিয়মিত মেশিনে যা বিশেষ সংযুক্তি দিয়ে সজ্জিত নয়। যাতে একটি বর্গাকার গর্ত তৈরি করতে হয় কাঠের অংশ, আপনিও ব্যবহার করতে পারেন একটি নিয়মিত ড্রিল, কিন্তু এর জন্য এটি অতিরিক্ত ডিভাইস দিয়ে সজ্জিত করা প্রয়োজন।
একটি সাধারণ ডিভাইস তৈরি করুন যা আপনাকে বর্গাকার গর্ত ড্রিল করতে দেয় কাঠের ফাঁকা, আপনি নিম্নলিখিত সুপারিশ অনুসরণ করতে পারেন.



এই জাতীয় একটি সাধারণ ডিভাইস একত্রিত করে এবং এর নকশার সমস্ত উপাদান এবং ওয়ার্কপিস প্রক্রিয়াজাতকরণের জন্য নিরাপদে স্থির করে, আপনি বৈদ্যুতিক ড্রিল চালু করতে পারেন এবং ড্রিলিং প্রক্রিয়া শুরু করতে পারেন।
উপরে উল্লিখিত হিসাবে, এই জাতীয় ডিভাইস ব্যবহার করে ড্রিল করা একটি বর্গাকার গর্তের একেবারে সোজা এবং সমান্তরাল দিক থাকবে, তবে এর কোণার অংশগুলি কিছুটা গোলাকার হবে। বৃত্তাকার কোণগুলির সাথে সমস্যাটি সমাধান করা কঠিন নয়: আপনি একটি নিয়মিত সুই ফাইল ব্যবহার করে তাদের পরিমার্জন করতে পারেন।
এটি মনে রাখা উচিত যে উপরে বর্ণিত ডিভাইসটি, যা খুব কঠোর নয়, ছোট বেধের কাঠের টুকরোগুলিতে বর্গাকার আকৃতির গর্ত ড্রিলিং করার জন্য ব্যবহৃত হয়।

ওয়াট ড্রিল এবং একটি ধাতু ওয়ার্কপিসে এটি দিয়ে তৈরি একটি বর্গাকার গর্ত
প্রধান ধরনের এক মেশিনিংআধুনিক প্রযুক্তিতে ব্যবহৃত বিভিন্ন উপকরণের কাটিং হচ্ছে ড্রিলিং। এটি একটি ড্রিল নামক একটি বিশেষ টুল ব্যবহার করে বাহিত হয়, যা বলা হয় ঘূর্ণায়মান আন্দোলন(কিছু ক্ষেত্রে ওয়ার্কপিস ঘোরে)। ড্রিল করে আপনি পেতে পারেন গর্তবিভিন্ন গভীরতা এবং ব্যাস।
অধিকাংশ ক্ষেত্রে গর্ত, ড্রিলিং দ্বারা প্রাপ্ত, একটি নলাকার আকৃতি আছে. যাইহোক, বিশেষ সরঞ্জাম এবং বিশেষ প্রক্রিয়াকরণ কৌশল ব্যবহার তাদের একটি উপবৃত্তাকার প্রদান করা সম্ভব করে তোলে, বর্গক্ষেত্র, বক্ররেখা, আয়তাকার, ত্রিভুজাকার এবং অন্যান্য আকার।
 |
||||||||||||||||||||||||||||
| GOST 16030 – 70 বেঁধে রাখার জন্য আয়তাকার গর্ত | ||||||||||||||||||||||||||||
| ডি | খ | এল | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ১ম সারি | ২য় সারি | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | |
| 2 | 2.4 | - | × | × | × | × | ||||||||||||||||||||||
| 2.5 | 2.9 | - | × | × | × | × | ||||||||||||||||||||||
| 3 | 3.4 | - | × | × | × | × | × | |||||||||||||||||||||
| 4 | 4.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 5 | 5.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 6 | 6.6 | 7 | × | × | × | × | × | × | ||||||||||||||||||||
| 8 | 9 | 10 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 10 | 11 | 12 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 12 | 13 | 14 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 14 | 15 | 16 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 16 | 17 | 18 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 18 | 19 | 20 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 20 | 22 | 24 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 22 | 24 | 26 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 24 | 26 | 28 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 27 | 30 | 32 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 30 | 33 | 35 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 36 | 39 | 42 | × | × | × | × | × | × | × | × | × | × | ||||||||||||||||
| 42 | 45 | 48 | × | × | × | × | × | × | × | × | × | |||||||||||||||||
| 48 | 52 | 56 | × | × | × | × | × | × | × | |||||||||||||||||||
| GOST 16030 – 70 বেঁধে রাখার জন্য বর্গাকার গর্ত | ||||
 |
বর্গাকার আকার বল্টু হেডার |
খ | আর | |
|---|---|---|---|---|
| ১ম সারি | ২য় সারি | |||
| 5 | 5.5 | - | 0.5 | |
| 6 | 6.6 | 7 | 0.5 | |
| 8 | 9 | - | 0.8 | |
| 10 | 11 | 12 | 0.8 | |
| 12 | 13 | 14 | 1.0 | |
| 14 | 15 | 16 | 1.0 | |
| 16 | 17 | 18 | 1.2 | |
| 20 | 22 | 24 | 1.2 | |
| 22 | 24 | 26 | 1.6 | |
| 24 | 26 | 28 | 1.6 | |
লেজার প্রক্রিয়াকরণ
আধুনিক প্রকৌশল এবং অন্য কোন উত্পাদনের অবস্থার মধ্যে, প্রায়ই প্রাপ্ত করার প্রয়োজন হয় বিভিন্ন উপকরণগর্ত একটি খুব জটিল আকৃতি আছে. একটি নিয়ন্ত্রিত থার্মাল স্প্লিটিং মোডে অপারেটিং লেজার রশ্মি ব্যবহার করার জন্য এটি প্রায়শই ব্যবহৃত হয়।
আজ, লেজার প্রক্রিয়াকরণ গঠন এবং প্রক্রিয়াকরণের সবচেয়ে উন্নত পদ্ধতিগুলির মধ্যে একটি বর্গক্ষেত্র, আয়তাকারএবং অন্যদের গর্তবিভিন্ন ধরনের উপকরণে। এই প্রযুক্তিটি উচ্চ-মানের প্রক্রিয়াকরণের অনুমতি দেয়, যা এর বৃহত্তর-স্কেল ব্যবহারের জন্য শর্ত তৈরি করে।
সংখ্যাসূচক নিয়ন্ত্রণ সহ লেজার সরঞ্জাম ব্যবহার শুধুমাত্র উত্পাদন বা প্রক্রিয়া করতে পারবেন না গর্তবিভিন্ন আকার এবং কনফিগারেশন, কিন্তু সম্পূর্ণরূপে সমাপ্ত পণ্য প্রাপ্ত করার জন্য.
ইলেক্ট্রোরোসিভ প্রক্রিয়াকরণ পদ্ধতিপ্রযুক্তিতে, বৈদ্যুতিক ক্ষয় বলতে একটি পণ্য বা ওয়ার্কপিসের পৃষ্ঠের ধ্বংসকে বোঝায়, যা বৈদ্যুতিক স্রাবের প্রভাবে ঘটে।

এই প্রক্রিয়াকরণ পদ্ধতিটি প্রায়শই নির্দিষ্ট সীমার মধ্যে, পূর্বে ধাতব পণ্য এবং ওয়ার্কপিসে তৈরি গর্তের আকার এবং আকৃতি পরিবর্তন করতে ব্যবহৃত হয়। যান্ত্রিক প্রকৌশল পণ্যগুলির বিকাশকারীরা যেগুলি ডিজাইন করেন তারা প্রায়শই নলাকার থেকে আলাদা হতে পারে এমন গর্ত তৈরি করার প্রয়োজনের মুখোমুখি হন। এটা হতে পারে বর্গক্ষেত্র, আয়তাকার, আয়তক্ষেত্রাকার, বাঁকা এবং অন্যান্য গর্ত.
যখন উপাদানেরই বর্ধিত কঠোরতা বা উচ্চ সান্দ্রতার মতো বৈশিষ্ট্য থাকে তখন তাদের প্রক্রিয়া করা বিশেষত কঠিন। এই ক্ষেত্রে বৈদ্যুতিক স্রাব মেশিনিং সাধারণত ব্যবহৃত হয়।
অনুশীলন দেখায়, এটি কঠিন উপকরণ দিয়ে তৈরি জটিল কনফিগারেশনের পণ্য প্রক্রিয়াকরণের জন্য সবচেয়ে কার্যকর। বাস্তবতা হল সাধারণের ব্যবহার যান্ত্রিক পদ্ধতিপ্রায়ই কাটিয়া টুল পরিধান বৃদ্ধি ফলাফল.
শীট ধাতু তুরপুন জন্য tapered ড্রিল বিটপাতলা ধাতুর পাতপ্রায়ই আপনি বিভিন্ন করতে হবে গর্তনলাকার আকৃতি। এটি ঘটে, উদাহরণস্বরূপ, যখন আপনি উত্পাদন করতে হবে বৈদ্যুতিক ইনস্টলেশন কাজইস্পাত বাক্সে, এবং এটি প্রায়ই করা এত সহজ নয়।
প্রচলিত টুইস্ট ড্রিল ব্যবহার করে পাতলা শীট মেটালে গর্ত করা সহজ কাজ নয়, যেহেতু টুলটি শুরু হয়, যেমন তারা বলে, "পিক আপ"। এটি (এবং প্রায়শই) এটির ভাঙ্গনের দিকে নিয়ে যেতে পারে, সেইসাথে গর্তগুলি একটি অনিয়মিত, বাঁকা আকৃতির। শঙ্কু ড্রিলস এবং ধাপ ড্রিল এই টাস্ক অনেক ভাল সঙ্গে মানিয়ে নিতে।
আসল বিষয়টি হ'ল, তাদের নির্দিষ্ট আকারের জন্য ধন্যবাদ, প্রক্রিয়াকৃত উপাদানের স্তরটি তথাকথিত "পিক আপ" এবং ঝাঁকুনি ছাড়াই সমানভাবে কাটা হয়। অতএব, ছিদ্র করা গর্তগুলির একটি পুরোপুরি নলাকার আকৃতি রয়েছে।
কাটিং টুলের সঠিক জ্যামিতিক বৈশিষ্ট্যের উপর নির্ভর করে, একটি শঙ্কুযুক্ত কাটিয়া প্রান্ত সহ ড্রিলের ব্যবহার বিভিন্ন আকারের ফলের ব্যাস প্রাপ্ত করা সম্ভব করে তোলে। যদি তুরপুন শর্ত বিশেষ করে কঠিন, তারপর অভিজ্ঞ কারিগরধাপ ড্রিলগুলি শঙ্কুযুক্তগুলির পরিবর্তে ব্যবহার করা হয়। এই কাটিয়া টুল ফলে গর্ত খুব সুনির্দিষ্ট মাত্রা জন্য অনুমতি দেয়.
খোঁচা ছিদ্রশীট মেটাল স্ট্যাম্পিংয়ের জন্য সবচেয়ে সাধারণ প্রযুক্তিগুলির মধ্যে একটি হল পাঞ্চিং। উদাহরণস্বরূপ, যন্ত্র তৈরির মতো উচ্চ-নির্ভুলতা উত্পাদনে, এই পদ্ধতি ব্যবহার করে খুব উল্লেখযোগ্য সংখ্যক অংশ তৈরি করা হয়। ঘুষি মারার জন্য বর্গক্ষেত্র এবং আয়তাকার গর্ত বিশেষ সরঞ্জাম ব্যবহার করা হয়, উচ্চ-শক্তির উপকরণ দিয়ে তৈরি, দীর্ঘমেয়াদী এবং ধ্রুবক যান্ত্রিক লোড প্রতিরোধী এবং ঘন ঘন এবং পুঙ্খানুপুঙ্খ রক্ষণাবেক্ষণের প্রয়োজন হয় না।
খোঁচা ছিদ্র জটিল যান্ত্রিক সরঞ্জাম এবং সাধারণ হাত চাপ উভয়ই করা যেতে পারে। এর পদ্ধতি হল একটি ওয়ার্কপিস পাঞ্চ এবং ম্যাট্রিক্সের মধ্যে স্থাপন করা হয়, যেখানে একটি গর্ত অবশ্যই খোঁচা দিতে হবে।
যে কেউ যে কোনো ঘনত্ব একটি উপাদান এটি করতে পারেন. কিন্তু যদি আপনি একটি বর্গাকার গর্ত প্রয়োজন? অনেক লোক নরম, নমনীয় কাঠ বা টেকসই ধাতুর টুকরোতে একটি বর্গক্ষেত্রকে ড্রিল করতে সক্ষম হওয়াকে অসম্ভব বলে মনে করবে। ওয়াটস ড্রিল এই কঠিন কাজটি মোকাবেলা করে।
আজও, একটি বর্গাকার গর্ত পেতে, কারিগররা উপযুক্ত ব্যাসের একটি বৃত্তাকার গর্ত ড্রিল করে এবং বিশেষ যন্ত্রকোণে ঘুষি আউট. একটি "বর্গক্ষেত্র" ওয়াট ড্রিলের মাধ্যমে এই অপারেশনটি অনেক দ্রুত এবং সহজে করা যেতে পারে। এর নকশার ভিত্তি হল Reuleaux ত্রিভুজ - তিনটি অভিন্ন বৃত্তের ছেদ দ্বারা গঠিত একটি চিত্র। এই বৃত্তগুলির ব্যাসার্ধ একটি নিয়মিত ত্রিভুজের বাহুর সমান, এবং এর শীর্ষগুলি হল বৃত্তগুলির কেন্দ্র।
চিত্রটি জার্মান বিজ্ঞানী ফ্রাঞ্জ রেউলক্সের নাম বহন করে, যেহেতু তিনিই প্রথম ত্রিভুজের বৈশিষ্ট্যগুলি বিস্তারিতভাবে অধ্যয়ন করেছিলেন এবং সেগুলি তার আবিষ্কারগুলিতে প্রয়োগ করেছিলেন। যাইহোক, 13শ শতাব্দীতে ব্রুজেসের চার্চ অফ আওয়ার লেডি নির্মাণে জানালার আকারে রেউলক্স ত্রিভুজের জ্যামিতি ব্যবহার করা হয়েছিল। ভিতরে প্রথম দিকে XVIশতাব্দীর লিওনার্দো দা ভিঞ্চি একটি "বিশ্বের মানচিত্র" চিত্রিত করেছিলেন চারটি ত্রিভুজরেউলউ। এই চিত্রটি তার পান্ডুলিপি এবং মাদ্রিদ কোডেক্সে উপস্থিত হয়। 18 শতকে, তিনটি বৃত্তের সমান চাপ দিয়ে তৈরি একটি ত্রিভুজ বিখ্যাত গণিতবিদ লিওনহার্ড অয়লার দ্বারা প্রদর্শিত হয়েছিল। 1916 সালে, মার্কিন যুক্তরাষ্ট্রে কর্মরত একজন ইংরেজ প্রকৌশলী, হ্যারি ওয়াটস একটি "ভাসমান" চাকের বর্গাকার গর্তের জন্য একটি কাটার তৈরি এবং পেটেন্ট করেছিলেন।
অনন্য উদ্ভাবন প্রায় গর্ত প্রাপ্ত করা সম্ভব করে তোলে সঠিক গঠন: বর্গক্ষেত্রের কোণগুলি একটি ছোট ব্যাসার্ধের সাথে বৃত্তাকার। একটি বর্গাকার গর্তের কাঁচা ক্ষেত্রফল 2% এর বেশি নয়। স্বাতন্ত্র্যসূচক বৈশিষ্ট্য ত্রিভুজাকার ড্রিলওয়াটস হল যখন ঘোরানো হয়, তখন এর কেন্দ্র আর্কুয়েট উপবৃত্তাকার বক্ররেখা বর্ণনা করে এবং একটি প্রথাগত টুইস্ট ড্রিলের মতো স্থির থাকে না। এই আন্দোলনের সাথে, ত্রিভুজের শীর্ষবিন্দুগুলি সমান্তরাল, পুরোপুরি সোজা বাহু সহ একটি বর্গক্ষেত্র আঁকে। এই জাতীয় কাটারের জন্য চকটির একটি আসল নকশা রয়েছে যা চলাচলে বাধা দেয় না।
যখন চিপগুলি তৈরি হয়, তখন কাটারকে অবশ্যই তাদের অপসারণের জন্য খাঁজ থাকতে হবে। ওয়াটস ড্রিলের কার্যকারী অংশের প্রোফাইলটি একটি রেউলোক্স ত্রিভুজ যার মধ্যে তিনটি অর্ধেক উপবৃত্তাকার কাটা রয়েছে।

চিপ অপসারণের জন্য খাঁজ সহ এই নকশাটি একই সাথে 3টি সমস্যার সমাধান করে:
সাধারণত, বর্গাকার গর্তগুলি লেদ বা মিলিং মেশিনে তৈরি করা হয়। বর্গক্ষেত্র গর্তের জন্য ড্রিলটি একটি বিশেষ অ্যাডাপ্টারের সাহায্যে মেশিনের চাকে স্থির করা হয়। জন্য পরিবারের ব্যবহার বর্গক্ষেত্র কাটারনির্মাতারা ওভারহেড ফ্রেমগুলি অফার করে যা কার্ডান ড্রাইভ চাকের সাথে সংযোগ করে এবং কাটিয়া টুলে উদ্ভট গতিবিধি প্রদান করে। গর্তের গভীরতা ফ্রেমের বেধের সাথে মিলে যায়।
আজ, উচ্চ-মানের ড্রিলগুলি যা দ্রুত এবং দীর্ঘ সময়ের জন্য কাজ করে সেগুলি উচ্চ-খাদ ইস্পাত গ্রেড থেকে তৈরি করা হয়। তাদের সংমিশ্রণে, এই জাতীয় সংকরগুলিতে 10% এরও বেশি অ্যালোয়িং অ্যাডিটিভ থাকে, যেমন টংস্টেন, ক্রোমিয়াম, ভ্যানাডিয়াম এবং মলিবডেনাম। উপাদানের বিভিন্ন শতাংশ এবং শক্ত করার বিভিন্ন পদ্ধতি ইস্পাত তৈরি করে সংকর যা কঠোরতা, দৃঢ়তা, প্রভাব লোড প্রতিরোধের, খরচ এবং অন্যান্য বৈশিষ্ট্যের স্তরে ভিন্ন।

ধাতু ড্রিল বিট - সবচেয়ে ব্যাপকভাবে ব্যবহৃত ভোগ্যপণ্যবিভিন্ন কারণে বৈদ্যুতিক সরঞ্জামের জন্য:
রাশিয়া এবং অন্যান্য অনেক দেশে, উচ্চ-গতির ইস্পাত গ্রেড R6M5 দিয়ে তৈরি ড্রিলের জন্য সবচেয়ে বেশি চাহিদা রয়েছে, যেখানে টংস্টেন এবং মলিবডেনাম রয়েছে। যখন খাদের সাথে কোবাল্ট যোগ করা হয় বা ড্রিলগুলিকে শীতল টাইটানিয়াম-নাইট্রাইড স্পুটারিং দিয়ে প্রলেপ দেওয়া হয় তখন পণ্যগুলির শক্তি এবং দাম উল্লেখযোগ্যভাবে বৃদ্ধি পায়।
ব্রোঞ্জ, ঢালাই লোহা, তামা, ইস্পাত দিয়ে তৈরি পণ্যগুলিতে গর্ত তৈরি করতে মেটাল ড্রিল ব্যবহার করা হয় বিভিন্ন ব্র্যান্ড, ধাতু সিরামিক এবং অন্যান্য উপকরণ. ড্রিলিং করার জন্য শক্ত, কঠিন থেকে কাটা ইস্পাত, কোবাল্ট যুক্ত উচ্চ-শক্তির পণ্য ব্যবহার করা হয়। অপারেশন চলাকালীন, চিপ দুটি অনুদৈর্ঘ্য খাঁজ বরাবর নিঃসৃত হয়। লেজের আকৃতির উপর ভিত্তি করে, এই জাতীয় যন্ত্রগুলিকে তিন প্রকারে বিভক্ত করা হয়:

ব্যবহার করার সময় একটি শঙ্কুযুক্ত শ্যাঙ্ক সহ একটি ধাতব ড্রিল সরাসরি মেশিনে ঢোকানো হয়। হেক্স এবং নলাকার শ্যাঙ্কগুলির জন্য একটি বিশেষ চক প্রয়োজন।
যে কোনও উপাদানের জন্য ড্রিলের গুণমান প্রাথমিকভাবে তার রঙ দ্বারা নির্ধারিত হয়:
ধাতু ড্রিলের কাজের মাত্রা উপস্থাপন করা হয় আধুনিক নির্মাতারাভি প্রশস্ত পরিসর. GOST নির্দিষ্ট আকার অনুসারে এই জাতীয় পণ্যগুলির ভাগের জন্য সরবরাহ করে।

ধাতব ড্রিলগুলি বিভিন্ন বিভাগে বিভক্ত:
GOSTs 4010-77, 886-77 এবং 10902-77 দৈর্ঘ্য এবং ব্যাস দ্বারা ড্রিলের শ্রেণীবিভাগ নিয়ন্ত্রণ করে।
তাদের সংগ্রহে পেশাদার কারিগরদের প্রতিটি উপাদানের জন্য ড্রিল রয়েছে: ইট এবং কংক্রিট, ধাতু এবং প্লাস্টিক, গ্লাস এবং সিরামিকের জন্য হীরা ড্রিল। গ্লাস একটি অত্যন্ত কৌতুকপূর্ণ উপাদান এবং একটি উচ্চ-মানের এবং টেকসই ড্রিল ব্যবহার করা প্রয়োজন। গ্লাস এবং সিরামিক পৃষ্ঠতলকাজের শেষে হীরা-প্রলিপ্ত ড্রিল দিয়ে মেশিন করা যেতে পারে। এই জাতীয় পণ্যগুলির গুণমান তাদের উত্পাদন পদ্ধতি দ্বারা নির্ধারিত হয়। সবচেয়ে পাতলা এবং সবচেয়ে সস্তা ড্রিলগুলি গ্যালভানিক পদ্ধতি ব্যবহার করে তৈরি করা হয়। পাউডার প্রক্রিয়া ব্যবহার করে শক্তিশালী যন্ত্র তৈরি করা হয়। তারা স্থায়িত্ব এবং স্থায়িত্ব দ্বারা আলাদা করা হয়। আধুনিক ভ্যাকুয়াম পদ্ধতি ব্যবহার করে তুলনামূলকভাবে সস্তা, বর্ধিত ঘর্ষণকারীতা সহ উচ্চ-শক্তির ড্রিলগুলি তৈরি করা হয়।

একটি কাচের পৃষ্ঠে একটি গর্ত ড্রিল করতে, আপনার ভাল দক্ষতা থাকতে হবে। এই দীর্ঘ এবং শ্রমসাধ্য প্রক্রিয়াটি চাপ ছাড়াই সর্বাধিক গতিতে মসৃণ এবং ধীরে ধীরে সঞ্চালিত হয়, শুধুমাত্র একটি হীরার ড্রিল কঠোরভাবে উল্লম্বভাবে মাউন্ট করা হয়। গর্তটি ঠান্ডা করার জন্য ক্রমাগত জল দিয়ে আর্দ্র করতে হবে। এই ক্রিয়াটি হীরার দানা দিয়ে একটি গর্ত স্ক্র্যাচ করার মতো।
হাতে থাকলে প্রয়োজনীয় সরঞ্জামএবং ড্রিল সঠিক আকার, যেকোনো সংস্কার কাজদ্রুত এবং দক্ষতার সাথে সঞ্চালিত হবে.











