আমি মনে করি আপনি প্রত্যেকেই আপনার ইলেকট্রনিক নৈপুণ্যের জন্য একটি মামলা করেছেন। এবং একটি শরীর তৈরি করার সময়, একটি বাজে সমস্যা প্রায়ই দেখা দেয় - একটি বৃত্ত ছাড়া অন্য একটি আকৃতি দিয়ে একটি গর্ত তৈরি করা। উদাহরণস্বরূপ, বর্গক্ষেত্র, একটি LED নির্দেশকের অধীনে।
আমি একটি দীর্ঘ সময়ের জন্য ভুগতাম, কনট্যুর বরাবর ড্রিলিং, তারপর এই দাঁত পিষে, আমি খুব বেশি বালি বন্ধ বা সমান্তরালতা বিশৃঙ্খলা সম্পর্কে অভিশাপ. সাধারণভাবে, উপকরণের মেশিনিং সম্পর্কিত সবকিছুতে আমার হাত রয়েছে। এবং এটি সম্পর্কে কিছু করার নেই। কিন্তু যেখানে হাত পারে না, সেখানে মাথাকেই কাজ করতে হবে। এবং আমরা একটি সহজ এবং কার্যকর সমাধান নিয়ে এসেছি।
তাই। আপনি প্লাস্টিকের ক্ষেত্রে একটি বর্গক্ষেত্র গর্ত করতে হবে।
প্রথমত, গর্ত চিহ্নিত করা যাক। কাগজের টেমপ্লেট ব্যবহার করে এটি করা ভাল - আপনাকে যতটা সম্ভব পরিষ্কারভাবে কোণগুলি চিহ্নিত করতে হবে। আমরা এটা বাইরে, সামনের দিকে করি! তারপর কোণগুলি একটি পাতলা ড্রিল দিয়ে ছিদ্র করা হয়। এখানে একটি পাতলা ড্রিল নেওয়া গুরুত্বপূর্ণ। গর্ত যত পাতলা হবে, আমাদের গর্ত তত বেশি নির্ভুল হবে।
একটি শাসক এবং একটি ধারালো স্ক্যাল্পেল নিন। করতে পারা স্টেশনারি ছুরিবা হাতের কাছে যা আছে। প্রধান প্রয়োজনীয়তা হল যে এটি খুব তীক্ষ্ণ, অনমনীয় এবং আলগা না হওয়া আবশ্যক। আমি একটি কাটার সঙ্গে এই মত জিনিস.
গর্ত থেকে গর্ত পর্যন্ত একটি শাসক ব্যবহার করে, আমাদের গর্তের আকার অনুসারে (আরও নয়, কম নয়, ঠিক একই রকম!) আমরা কাট করি। গভীরতর ভাল, কিন্তু ধর্মান্ধতা ছাড়া. কারণ আপনি যত গভীরভাবে কাটবেন, ব্লেডটি ভেঙে যাওয়ার সম্ভাবনা তত বেশি হবে এবং আমরা লাথি মারব বাইরের পৃষ্ঠ, কিন্তু এটি একই নয় - এটি কুৎসিত। এখানে গর্তগুলিও শাসন করে কারণ স্ক্যাল্পেলের ডগা তাদের মধ্যে পড়ে এবং কাটার প্রান্তটি গর্তের চেয়ে বেশি যায় না। এখানে মার্কআপ সর্বাধিক গুরুত্বপূর্ণ পর্যায় . এটি তার উপর নির্ভর করে যে সবকিছু প্রথমবারের মতো নিখুঁত হবে কিনা বা এটি ছাঁটাই করতে হবে কিনা।
এটা, আমরা ভিতরে চার টুকরা পেয়েছিলাম. এখন আমরা কেন্দ্র থেকে তাদের বাছাই করতে হবে এবং ভিতরে ভেঙ্গে!
আমরা যে কাটা তৈরি করেছি তা আমাদের একটি দুর্বল পয়েন্ট দেবে যেখানে প্লাস্টিক ফেটে যাবে এবং ভেঙে যাবে। এবং প্রান্তের গর্তগুলি ফাটলটিকে এটির চেয়ে বেশি যেতে বাধা দেবে।
এই গর্তটি বাছাই করতে আমার 10 মিনিটের বেশি সময় লাগেনি। এর মধ্যে রয়েছে আবর্জনা পরিষ্কার করা এবং ছবি তোলা এবং স্ক্যাল্পেল বা ড্রিল অনুসন্ধান করে বিভ্রান্ত হওয়া।
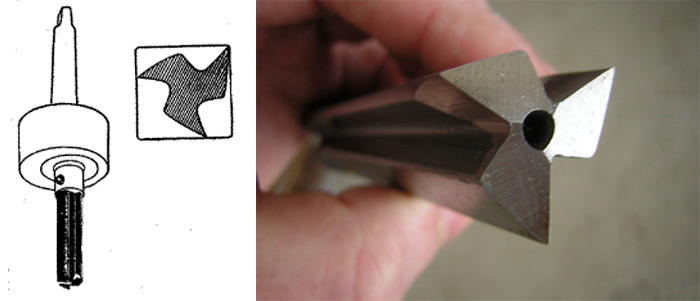
কিভাবে একটি গর্ত ড্রিল গোলাকার, প্রায় সবাই জানে, কিন্তু জন্য ড্রিল সম্পর্কে বর্গক্ষেত্র গর্তসবাই জানে না। এদিকে, আপনি নরম কাঠের পণ্য এবং শক্ত ধাতব অংশ উভয় ক্ষেত্রেই একটি বর্গাকার আকৃতির গর্ত ড্রিল করতে পারেন। এই সমস্যাটি সমাধান করার জন্য, বিশেষ সরঞ্জাম এবং ডিভাইসগুলি ব্যবহার করা হয়, যার পরিচালনার নীতিটি সহজতম বৈশিষ্ট্যগুলির উপর ভিত্তি করে জ্যামিতিক আকার.
একটি বর্গাকার গর্ত ড্রিল করার জন্য, সাধারণত একটি ওয়াটস ড্রিল ব্যবহার করা হয়, যার নকশা একটি জ্যামিতিক চিত্রের উপর ভিত্তি করে যেমন রেউলক্স ত্রিভুজ। অন্যতম সবচেয়ে গুরুত্বপূর্ণ বৈশিষ্ট্যএই ধরনের একটি চিত্রের, যা তিনটি সমান বৃত্তের ছেদক্ষেত্রের ক্ষেত্রকে প্রতিনিধিত্ব করে, নিম্নরূপ: যদি একটি জোড়া সমান্তরাল রেফারেন্স রেখা এই ধরনের একটি ত্রিভুজের সাথে আঁকা হয়, তবে তাদের মধ্যে দূরত্ব সর্বদা স্থির থাকবে। এইভাবে, যদি আপনি চারটি উপবৃত্তাকার চাপ দ্বারা বর্ণিত একটি ট্র্যাজেক্টোরি বরাবর রেউলক্স ত্রিভুজের কেন্দ্রটি সরান, তবে এর শীর্ষবিন্দুগুলি একটি প্রায় নিখুঁত বর্গক্ষেত্র আঁকবে, শুধুমাত্র সামান্য গোলাকার শীর্ষবিন্দু সহ।

Reuleaux ত্রিভুজের অনন্য বৈশিষ্ট্যগুলি বর্গক্ষেত্র গর্তের জন্য ড্রিল তৈরি করা সম্ভব করেছে। এই জাতীয় সরঞ্জাম ব্যবহার করার বিশেষত্ব হল এর ঘূর্ণনের অক্ষটি জায়গায় থাকা উচিত নয়, তবে উপরে বর্ণিত ট্র্যাজেক্টোরি বরাবর সরানো উচিত। স্বাভাবিকভাবেই, এই আন্দোলন সরঞ্জাম কার্তুজ দ্বারা বাধা দেওয়া উচিত নয়। এই জাতীয় ড্রিল এবং উপযুক্ত সরঞ্জাম ব্যবহার করার সময়, একটি বর্গাকার গর্ত পুরোপুরি সোজা এবং সমান্তরাল দিক দিয়ে প্রাপ্ত হয়, তবে সামান্য বৃত্তাকার কোণে। এই ধরনের কোণগুলির ক্ষেত্রফল যা সরঞ্জাম দিয়ে প্রক্রিয়াজাত করা হয় না তা পুরো বর্গক্ষেত্রের ক্ষেত্রফলের মাত্র 2%।
ওয়াটস ড্রিল ব্যবহার করে, রেউলক্স ত্রিভুজের নীতিতে কাজ করে, আপনি বর্গাকার গর্ত ড্রিল করতে পারেন ধাতব ফাঁকাএমনকি একটি নিয়মিত মেশিনে যা বিশেষ সংযুক্তি দিয়ে সজ্জিত নয়। যাতে একটি বর্গাকার গর্ত তৈরি করতে হয় কাঠের অংশ, আপনিও ব্যবহার করতে পারেন একটি নিয়মিত ড্রিল, কিন্তু এর জন্য এটি অতিরিক্ত ডিভাইস দিয়ে সজ্জিত করা প্রয়োজন।
একটি সাধারণ ডিভাইস তৈরি করুন যা আপনাকে বর্গাকার গর্ত ড্রিল করতে দেয় কাঠের ফাঁকা, আপনি নিম্নলিখিত সুপারিশ অনুসরণ করতে পারেন.



এই জাতীয় একটি সাধারণ ডিভাইস একত্রিত করে এবং এর নকশার সমস্ত উপাদান এবং ওয়ার্কপিস প্রক্রিয়াজাতকরণের জন্য নিরাপদে স্থির করে, আপনি বৈদ্যুতিক ড্রিল চালু করতে পারেন এবং ড্রিলিং প্রক্রিয়া শুরু করতে পারেন।
উপরে উল্লিখিত হিসাবে, এই জাতীয় ডিভাইস ব্যবহার করে ড্রিল করা একটি বর্গাকার গর্তের একেবারে সোজা এবং সমান্তরাল দিক থাকবে, তবে এর কোণার অংশগুলি কিছুটা গোলাকার হবে। বৃত্তাকার কোণগুলির সাথে সমস্যাটি সমাধান করা কঠিন নয়: আপনি একটি নিয়মিত সুই ফাইল ব্যবহার করে তাদের পরিমার্জন করতে পারেন।
এটি মনে রাখা উচিত যে উপরে বর্ণিত ডিভাইসটি, যা খুব কঠোর নয়, ছোট বেধের কাঠের টুকরোগুলিতে বর্গাকার আকৃতির গর্ত ড্রিলিং করার জন্য ব্যবহৃত হয়।

ওয়াট ড্রিল এবং একটি ধাতু ওয়ার্কপিসে এটি দিয়ে তৈরি একটি বর্গাকার গর্ত
কিছু ক্ষেত্রে এটি বর্গাকার আকৃতির গর্ত প্রাপ্ত করা প্রয়োজন। প্রচলিত পদ্ধতিঅদক্ষ এবং ভারী। তাদের মধ্যে সবচেয়ে আদিম প্রাথমিকভাবে নেমে আসে একটি বর্গাকারে খোদাই করা বৃত্তের সমান ব্যাস সহ একটি গর্ত তৈরি করা এবং ধীরে ধীরে এটিকে খোঁচা দেওয়া। আপনার একটি টুলের প্রয়োজন হবে যা টুল হেড ঘোরানো ছাড়া কাজ করতে পারে, সেইসাথে একটি বিশেষ অ্যাডাপ্টার। একটি তথাকথিত "বর্গাকার" ড্রিল (ওয়াটস ড্রিল), বা আরও স্পষ্টভাবে, একটি কাটার ব্যবহার করা সহজ।
15 শতকে ফিরে, কিংবদন্তি লিওনার্দো দা ভিঞ্চি, জ্যামিতিক চিত্রের বৈশিষ্ট্যগুলি অধ্যয়ন করার সময়, সমান বেধের তথাকথিত জ্যামিতিক বস্তুর দিকে দৃষ্টি আকর্ষণ করেছিলেন। এই জাতীয় পরিসংখ্যানগুলির একটি অসীম সংখ্যা রয়েছে, তবে সবচেয়ে সহজ - একটি বৃত্ত ছাড়াও - একটি বৃত্তাকার ত্রিভুজ, যা নিম্নরূপ গঠিত হতে পারে। একটি সমবাহু ত্রিভুজ আঁকা হয়, যার প্রতিটি কোণ বিপরীত দিকের কেন্দ্র থেকে আঁকা একটি বৃত্তের একটি চাপ দ্বারা সংযুক্ত। এই জাতীয় ত্রিভুজের বিশেষত্ব হবে যে এর সমস্ত বাহুর একটি ধ্রুবক প্রস্থ থাকবে, যা মূল সমবাহু ত্রিভুজের বাহুর দৈর্ঘ্যের সমান।
এল. অয়লার এই সত্য থেকে ব্যবহারিক সুবিধা পেয়েছিলেন, যিনি তিন শতাব্দী পরে এই ধরনের একটি বৃত্তাকার ত্রিভুজের ঘূর্ণন প্রদর্শন করেছিলেন: প্রথমে তার নিজের অক্ষের চারপাশে এবং তারপরে কিছু উদ্বেগ সহ, যেহেতু কার্ডান প্রক্রিয়াটি সেই সময়ের বিজ্ঞান ও প্রযুক্তির কাছে ইতিমধ্যেই পরিচিত ছিল।
জার্মান প্রকৌশলী এফ. রেলো এই চিত্রটির ব্যবহারিক ব্যবহারে আরও এগিয়ে গিয়েছিলেন, যিনি এই বিষয়টির দিকে দৃষ্টি আকর্ষণ করেছিলেন যে একটি চলমান ত্রিভুজের কোণগুলির গতিপথ তার ঘূর্ণনের নির্দিষ্ট পদ্ধতিগুলির সাথে একটি বর্গক্ষেত্রের খুব কাছাকাছি। শুধুমাত্র সরাসরি বর্গক্ষেত্রের কোণে বাইরের পৃষ্ঠতবে একটি ছোট ব্যাসার্ধের একটি চাপকে বর্ণনা করে। আধুনিক প্রযুক্তিগত সাহিত্যে, এই জাতীয় ত্রিভুজকে রেউলক্স ত্রিভুজ বলা হয়, যদিও এই চিত্রটির আর কোন কোণ নেই।

আরও কয়েক দশক কেটে যাবে, এবং ইংরেজ জি. ওয়াটস এমন একটি যন্ত্র নিয়ে আসবেন যা একটি ধাতু কাটার সরঞ্জামের জন্য নিশ্চিত বর্গাকার গতিপথ প্রদান করতে পারে। প্রযুক্তিগত সমাধানওয়াটস ড্রিলের জন্য 1916 সালে পেটেন্ট করা হয়েছিল এবং এক বছর পরে এই জাতীয় সরঞ্জামগুলির ব্যাপক উত্পাদন শুরু হয়েছিল।
কারিগরি সম্প্রদায়ের অধিকাংশই বিশ্বাস করে যে এটি এখনও একটি মিলিং কাটার। যাইহোক, নির্মাতারা একগুঁয়েভাবে এই সরঞ্জামটিকে বর্গাকার গর্তের জন্য একটি ড্রিল, একটি ওয়াটস ড্রিল বা একটি ড্রিল বলে চালিয়ে যাচ্ছেন যার প্রোফাইলটি রেউলক্স ত্রিভুজের সাথে মিলে যায়।
কোনটি বেশি সঠিক? যদি আমরা এই জাতীয় কাটিয়া সরঞ্জামের গতিবিধির দিকে ফিরে যাই (স্বচ্ছতার জন্য, আপনি চিত্র 1-এ দেখানো চিত্রটি ব্যবহার করতে পারেন), আপনি দেখতে পাবেন যে ধাতু অপসারণ শুধুমাত্র পাশের পৃষ্ঠ দ্বারা পরিচালিত হবে এবং আরও অনেক কিছু হবে। এক কাটিং প্লেন, যেমন মধ্যে নিয়মিত ড্রিল, কিন্তু চার, যা কাটার জন্য আরো সাধারণ.
যাইহোক, একটি একক ঘূর্ণন গতি একটি বর্গাকার গর্ত পেতে যথেষ্ট হবে না। সরল গাণিতিক গণনা (এই নিবন্ধে দেওয়া হয়নি) দেখায়: একটি বর্গাকার গর্তের জন্য একটি "ড্রিল" এর কার্য সম্পাদন করার জন্য, অপারেশন চলাকালীন এটিকে কেবল কাটিয়া প্রান্তের মৌলিক ঘূর্ণনশীল গতিবিধিই নয়, এর দোলনা গতিও বর্ণনা করতে হবে। একটি নির্দিষ্ট অক্ষের চারপাশে ড্রিল/কাটার। উভয় আন্দোলন পারস্পরিক করা আবশ্যক বিপরীত দিক.
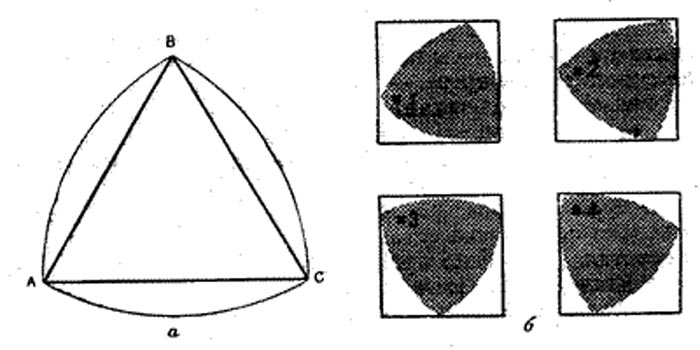
চিত্র 1 – Reuleaux ত্রিভুজ: a)- নির্মাণ; b) একটি বর্গাকার আকৃতির গর্ত পেতে ঘূর্ণন ক্রম।
উভয় ঘূর্ণনের কৌণিক বেগ বেশ সহজভাবে নির্ধারিত হয়। যদি আমরা ড্রিল শ্যাফ্টের ঘূর্ণন ফ্রিকোয়েন্সি (বা হাতুড়ি ড্রিল) প্যারামিটার f হিসাবে নিই, তাহলে 0.625f এর গতি তার নিজস্ব অক্ষের চারপাশে স্পিন্ডেলের দোলনা ঘূর্ণনের জন্য যথেষ্ট। এই ক্ষেত্রে, স্পিন্ডেল অক্ষটি, যেমনটি ছিল, কার্যকারী শ্যাফ্ট এবং ড্রাইভ হুইলের মধ্যে আটকে আছে, যার ফলে ড্রিল/কাটারটি দোলাচ্ছে। ক্ল্যাম্পিং ফিক্সচারঅবশিষ্ট গতির সাথে
(1 – 0.625)f = 0.375f।
ফলস্বরূপ কাটার ঘূর্ণন গতি আরো সঠিকভাবে ব্যবহার করে নির্ধারণ করা যেতে পারে প্রযুক্তিগত বৈশিষ্ট্যড্রিল/হাতুড়ি, কিন্তু এটা স্পষ্ট যে টুলটি মূলত কি জন্য ডিজাইন করা হয়েছিল তার থেকে এটি অনেক কম হবে। অতএব, একটি বর্গাকার গর্ত প্রাপ্তি কম উত্পাদনশীলতার সাথে ঘটবে।
Reuleaux ত্রিভুজ প্রোফাইল সহ বর্গাকার গর্তের জন্য সরাসরি কাটার/ড্রিল ব্যবহার করা অসম্ভব - ফলে চিপগুলি অপসারণের জন্য খাঁজগুলি প্রয়োজন।
অতএব (চিত্র 2 দেখুন) টুলটির কার্যকারী অংশের প্রোফাইলটি উপরে বর্ণিত চিত্র, যেখান থেকে তিনটি অর্ধ-উপবৃত্ত কাটা হয়। এই ক্ষেত্রে, তিনটি লক্ষ্য উপলব্ধি করা হয়: ড্রিলের জড়তার মুহূর্ত এবং টাকুতে লোড হ্রাস করা হয় এবং কাটার কাটার ক্ষমতা বৃদ্ধি পায়।

চিত্র 2 – টুলের কাজের অংশের প্রকৃত প্রোফাইল
টুলের ডিজাইন নিম্নরূপ। প্রকৃতপক্ষে, কাজের অংশে ধাতু এবং খাঁজগুলি সরাতে ব্যবহৃত একটি কার্যকরী পৃষ্ঠ রয়েছে যা চিপগুলি অপসারণ করে। বর্গাকার গর্তের জন্য একটি কাটার-ড্রিল U8 ইস্পাত থেকে তৈরি করা হয় এবং HRC 52...56-এর কঠোরতায় শক্ত করা হয়। বিশেষ করে গুরুতর অপারেটিং অবস্থার অধীনে, HRC 56...60 এর কঠোরতা সহ X12 অ্যালয় স্টিলের তৈরি পণ্যগুলি ব্যবহার করা হয়। স্বাভাবিক কুল্যান্ট সরবরাহের সাথে এবং প্রক্রিয়াকরণ অঞ্চলে তুলনামূলকভাবে কম তাপমাত্রার কারণে, সরঞ্জামের আয়ু বেশি।
আরও জটিল নকশাএকটি অ্যাডাপ্টার টাকু আছে. এটা অন্তর্ভুক্ত:

গৃহস্থালীর ডিভাইসের জন্য, বর্গাকার গর্তের জন্য কাটার/ড্রিলের নির্মাতারা ওভারহেড ফ্রেমগুলি অফার করে যা একটি কার্ডান ড্রাইভ দ্বারা চাকের সাথে সংযুক্ত থাকে এবং কাটার সরঞ্জামটিতে উদ্ভট নড়াচড়া দেয়। এই ফ্রেমের বেধ ফলে গর্তের গভীরতা নির্ধারণ করে।
মেশিন চক সঙ্গে ডিভাইস সংযোগ করতে, একটি বিশেষ অ্যাডাপ্টার এছাড়াও প্রয়োজন। ইহা গঠিত:
জন্য ব্যবহারিক প্রয়োগপ্রশ্নে থাকা সরঞ্জামটির জন্য, প্রধান সরঞ্জামের টাকুকে প্রয়োজনীয় দিকে একটি ফিড দেওয়া যথেষ্ট। ব্রোচিং মিলিং মেশিন এবং লেদ এই ধরনের সরঞ্জাম ব্যবহার করে বর্গাকার গর্ত তৈরির জন্য উপযুক্ত।
//www.youtube.com/watch?v=60WbTPNFT-8
ওয়াটস ড্রিলের অসুবিধা হল বর্গক্ষেত্রের কোণে ব্যাসার্ধ আর্কের উপস্থিতি, যা সর্বদা গ্রহণযোগ্য নয়। উপরন্তু, Reuleaux ত্রিভুজ ব্যবহার করে তৈরি বর্গাকার গর্ত ড্রিলগুলি মোটা ওয়ার্কপিসগুলি পরিচালনা করতে পারে না। এই ধরনের ক্ষেত্রে, আপনি ইলেক্ট্রোইরোসিভ/লেজার প্রযুক্তি ব্যবহার করতে পারেন, এবং এছাড়াও, যা সহজ, ঢালাই বা স্ট্যাম্পিং ব্যবহার করুন।
বর্গাকার ছিদ্রের জন্য পাঞ্চের সেটগুলি 70×70 মিমি পর্যন্ত ট্রান্সভার্স আকারের একটি ভাণ্ডারে উত্পাদিত হয় যার পুরুত্ব 12...16 মিমি পর্যন্ত। কিট অন্তর্ভুক্ত:
পাঞ্চে বল প্রয়োগ করতে, আপনি ব্যবহার করতে পারেন জলবাহী জ্যাক. খোঁচা গর্তটি ফলাফলের প্রান্তগুলির পরিচ্ছন্নতার পাশাপাশি burrs অনুপস্থিতি দ্বারা আলাদা করা হয়। একটি অনুরূপ সরঞ্জাম উত্পাদিত হয়, বিশেষ করে, ভেরিটাস ট্রেডমার্ক (কানাডা) দ্বারা।
যদি পাওয়া যায় পরিবারের ঢালাই বৈদ্যুতিন সংকেতের মেরু বদলএকটি স্টিলের টুকরোতে একটি বর্গাকার গর্ত পোড়ানো যেতে পারে। এই উদ্দেশ্যে, একটি বৃত্তাকার গর্ত ওয়ার্কপিসে প্রাক-ড্রিল করা হয় (একটি রিজার্ভ সহ), তারপরে প্রয়োজনীয় আকারের গ্রাফাইট গ্রেডের EEG বা MPG এর একটি বর্গক্ষেত্র এতে ঢোকানো হয়, তারপরে এটি কনট্যুর বরাবর স্ক্যাল্ড করা হয়। গ্রাফাইট সরানো হয়, এবং একটি বর্গাকার গর্ত পণ্য অবশেষ. প্রয়োজনে এটি পরিষ্কার এবং বালি করা যেতে পারে।
প্রধান ধরনের এক মেশিনিংআধুনিক প্রযুক্তিতে ব্যবহৃত বিভিন্ন উপকরণের কাটিং ড্রিলিং। এটি ব্যবহার করে বাহিত হয় বিশেষ টুল, একটি ড্রিল বলা হয়, যা যোগাযোগ করা হয় ঘূর্ণায়মান আন্দোলন(কিছু ক্ষেত্রে ওয়ার্কপিস ঘোরে)। ড্রিল করে আপনি পেতে পারেন গর্তবিভিন্ন গভীরতা এবং ব্যাসের।
অধিকাংশ ক্ষেত্রে গর্ত, তুরপুন দ্বারা প্রাপ্ত, একটি নলাকার আকৃতি আছে. যাইহোক, বিশেষ সরঞ্জাম এবং বিশেষ প্রক্রিয়াকরণ কৌশল ব্যবহার তাদের একটি উপবৃত্তাকার প্রদান করা সম্ভব করে তোলে, বর্গক্ষেত্র, বক্ররেখা, আয়তাকার, ত্রিভুজাকার এবং অন্যান্য আকার।
 |
||||||||||||||||||||||||||||
| GOST 16030 – 70 বেঁধে রাখার জন্য আয়তাকার গর্ত | ||||||||||||||||||||||||||||
| ডি | খ | এল | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ১ম সারি | ২য় সারি | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | |
| 2 | 2.4 | - | × | × | × | × | ||||||||||||||||||||||
| 2.5 | 2.9 | - | × | × | × | × | ||||||||||||||||||||||
| 3 | 3.4 | - | × | × | × | × | × | |||||||||||||||||||||
| 4 | 4.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 5 | 5.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 6 | 6.6 | 7 | × | × | × | × | × | × | ||||||||||||||||||||
| 8 | 9 | 10 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 10 | 11 | 12 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 12 | 13 | 14 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 14 | 15 | 16 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 16 | 17 | 18 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 18 | 19 | 20 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 20 | 22 | 24 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 22 | 24 | 26 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 24 | 26 | 28 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 27 | 30 | 32 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 30 | 33 | 35 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 36 | 39 | 42 | × | × | × | × | × | × | × | × | × | × | ||||||||||||||||
| 42 | 45 | 48 | × | × | × | × | × | × | × | × | × | |||||||||||||||||
| 48 | 52 | 56 | × | × | × | × | × | × | × | |||||||||||||||||||
| GOST 16030 – 70 বেঁধে রাখার জন্য বর্গাকার গর্ত | ||||
 |
বর্গাকার আকার বল্টু হেডার |
খ | আর | |
|---|---|---|---|---|
| ১ম সারি | ২য় সারি | |||
| 5 | 5.5 | - | 0.5 | |
| 6 | 6.6 | 7 | 0.5 | |
| 8 | 9 | - | 0.8 | |
| 10 | 11 | 12 | 0.8 | |
| 12 | 13 | 14 | 1.0 | |
| 14 | 15 | 16 | 1.0 | |
| 16 | 17 | 18 | 1.2 | |
| 20 | 22 | 24 | 1.2 | |
| 22 | 24 | 26 | 1.6 | |
| 24 | 26 | 28 | 1.6 | |
লেজার প্রক্রিয়াকরণ
আধুনিক প্রকৌশল এবং অন্য কোন উত্পাদনের অবস্থার মধ্যে, প্রায়ই প্রাপ্ত করার প্রয়োজন হয় বিভিন্ন উপকরণগর্ত একটি খুব জটিল আকৃতি আছে. একটি নিয়ন্ত্রিত থার্মাল স্প্লিটিং মোডে কাজ করা একটি লেজার রশ্মি ব্যবহার করা প্রায়শই এর জন্য ব্যবহৃত একটি পদ্ধতি।
আজ, লেজার প্রক্রিয়াকরণ গঠন এবং প্রক্রিয়াকরণের সবচেয়ে উন্নত পদ্ধতিগুলির মধ্যে একটি বর্গক্ষেত্র, আয়তাকারএবং অন্যদের গর্তবিভিন্ন ধরনের উপকরণে। এই প্রযুক্তিটি উচ্চ-মানের প্রক্রিয়াকরণের অনুমতি দেয়, যা এর বৃহত্তর-স্কেল ব্যবহারের জন্য শর্ত তৈরি করে।
সংখ্যাসূচক নিয়ন্ত্রণ সহ লেজার সরঞ্জাম ব্যবহার শুধুমাত্র উত্পাদন বা প্রক্রিয়া করতে পারবেন না গর্তবিভিন্ন আকার এবং কনফিগারেশন, কিন্তু সম্পূর্ণরূপে সমাপ্ত পণ্য প্রাপ্ত করার জন্য.
ইলেক্ট্রোরোসিভ প্রক্রিয়াকরণ পদ্ধতিপ্রযুক্তিতে, বৈদ্যুতিক ক্ষয় বলতে একটি পণ্য বা ওয়ার্কপিসের পৃষ্ঠের ধ্বংসকে বোঝায়, যা বৈদ্যুতিক স্রাবের প্রভাবে ঘটে।

এই প্রক্রিয়াকরণ পদ্ধতিটি প্রায়শই নির্দিষ্ট সীমার মধ্যে, পূর্বে ধাতব পণ্য এবং ওয়ার্কপিসে তৈরি গর্তের আকার এবং আকৃতি পরিবর্তন করতে ব্যবহৃত হয়। যান্ত্রিক প্রকৌশল পণ্যগুলির বিকাশকারীরা যেগুলি ডিজাইন করেন তারা প্রায়শই নলাকার থেকে আলাদা হতে পারে এমন গর্ত তৈরি করার প্রয়োজনের মুখোমুখি হন। এটা হতে পারে বর্গক্ষেত্র, আয়তাকার, আয়তক্ষেত্রাকার, বাঁকা এবং অন্যান্য গর্ত.
যখন উপাদানেরই বর্ধিত কঠোরতা বা উচ্চ সান্দ্রতার মতো বৈশিষ্ট্য থাকে তখন তাদের প্রক্রিয়া করা বিশেষত কঠিন। এই ক্ষেত্রে বৈদ্যুতিক স্রাব মেশিনিং সাধারণত ব্যবহৃত হয়।
অনুশীলন দেখায়, এটি কঠিন উপকরণ দিয়ে তৈরি জটিল কনফিগারেশনের পণ্য প্রক্রিয়াকরণের জন্য সবচেয়ে কার্যকর। বাস্তবতা হল সাধারণের ব্যবহার যান্ত্রিক পদ্ধতিপ্রায়ই কাটিয়া টুল পরিধান বৃদ্ধি ফলাফল.
শীট ধাতু তুরপুন জন্য tapered ড্রিল বিটপাতলা ধাতুর পাতপ্রায়ই আপনি বিভিন্ন করতে হবে গর্তনলাকার আকৃতি। এটি ঘটে, উদাহরণস্বরূপ, যখন আপনি উত্পাদন করতে হবে বৈদ্যুতিক ইনস্টলেশন কাজইস্পাত বাক্সে, এবং এটি প্রায়ই করা এত সহজ নয়।
প্রচলিত টুইস্ট ড্রিল ব্যবহার করে পাতলা শিট মেটালে ছিদ্র করা সহজ কাজ নয়, কারণ তারা বলে যে টুলটি "পিক আপ" শুরু করে। এটি (এবং প্রায়শই) এর ভাঙ্গনের দিকে নিয়ে যেতে পারে, সেইসাথে গর্তগুলি একটি অনিয়মিত, বাঁকা আকৃতির। শঙ্কু ড্রিলস এবং ধাপ ড্রিল এই টাস্ক অনেক ভাল সঙ্গে মানিয়ে নিতে।
আসল বিষয়টি হ'ল, তাদের নির্দিষ্ট আকারের জন্য ধন্যবাদ, প্রক্রিয়াকৃত উপাদানের স্তরটি তথাকথিত "পিক আপ" এবং ঝাঁকুনি ছাড়াই সমানভাবে কাটা হয়। অতএব, ছিদ্র করা গর্তগুলির একটি পুরোপুরি নলাকার আকৃতি রয়েছে।
এটির জ্যামিতিক বৈশিষ্ট্যের উপর নির্ভর করে কর্তন যন্ত্র, একটি শঙ্কুযুক্ত কাটিয়া প্রান্তের সাথে ড্রিলের ব্যবহার আপনাকে বিভিন্ন আকারের ফলের ব্যাস পেতে দেয়। যদি তুরপুন শর্ত বিশেষ করে কঠিন, তারপর অভিজ্ঞ কারিগরধাপ ড্রিলগুলি শঙ্কুযুক্তগুলির পরিবর্তে ব্যবহার করা হয়। এই কাটিয়া টুল ফলে গর্ত খুব সুনির্দিষ্ট মাত্রা জন্য অনুমতি দেয়.
খোঁচা ছিদ্রশীট মেটাল স্ট্যাম্পিংয়ের জন্য সবচেয়ে সাধারণ প্রযুক্তিগুলির মধ্যে একটি হল পাঞ্চিং। উদাহরণস্বরূপ, যন্ত্র তৈরির মতো উচ্চ-নির্ভুল উত্পাদনে, এই পদ্ধতি ব্যবহার করে খুব উল্লেখযোগ্য সংখ্যক অংশ তৈরি করা হয়। ঘুষি মারার জন্য বর্গক্ষেত্র এবং আয়তাকার গর্ত বিশেষ সরঞ্জাম ব্যবহার করা হয়, উচ্চ-শক্তির উপকরণ দিয়ে তৈরি, দীর্ঘমেয়াদী এবং ধ্রুবক যান্ত্রিক লোড প্রতিরোধী এবং ঘন ঘন এবং যত্নশীল রক্ষণাবেক্ষণের প্রয়োজন হয় না।
খোঁচা ছিদ্র জটিল যান্ত্রিক সরঞ্জাম এবং সাধারণ হাত চাপ উভয়ই করা যেতে পারে। এর পদ্ধতি হল একটি ওয়ার্কপিস পাঞ্চ এবং ম্যাট্রিক্সের মধ্যে স্থাপন করা হয়, যেখানে একটি গর্ত অবশ্যই খোঁচা দিতে হবে।











