Одним из основных видов механической обработки различных материалов резанием, применяемых в современной технике, является сверление. Оно осуществляется при помощи специального инструмента, называемого сверлом, которому сообщается вращательное движение (в некоторых случаях вращается заготовка). С помощью сверления можно получать отверстия различной глубины и диаметра.
В большинстве случаев отверстия , получаемые методом сверления, имеют цилиндрическую форму. Однако применение специального инструмента и особых методик обработки позволяет придавать им эллипсовидную, квадратную , криволинейную, продолговатую , треугольную и другую форму.
 |
||||||||||||||||||||||||||||
| Отверстия продолговатые под крепёж ГОСТ 16030 – 70 | ||||||||||||||||||||||||||||
| D | B | L | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1-й ряд | 2-й ряд | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | |
| 2 | 2.4 | - | × | × | × | × | ||||||||||||||||||||||
| 2.5 | 2.9 | - | × | × | × | × | ||||||||||||||||||||||
| 3 | 3.4 | - | × | × | × | × | × | |||||||||||||||||||||
| 4 | 4.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 5 | 5.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 6 | 6.6 | 7 | × | × | × | × | × | × | ||||||||||||||||||||
| 8 | 9 | 10 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 10 | 11 | 12 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 12 | 13 | 14 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 14 | 15 | 16 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 16 | 17 | 18 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 18 | 19 | 20 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 20 | 22 | 24 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 22 | 24 | 26 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 24 | 26 | 28 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 27 | 30 | 32 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 30 | 33 | 35 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 36 | 39 | 42 | × | × | × | × | × | × | × | × | × | × | ||||||||||||||||
| 42 | 45 | 48 | × | × | × | × | × | × | × | × | × | |||||||||||||||||
| 48 | 52 | 56 | × | × | × | × | × | × | × | |||||||||||||||||||
| Отверстия квадратные под крепёж ГОСТ 16030 – 70 | ||||
 |
Размер квадратных подголовков болтов |
B | R | |
|---|---|---|---|---|
| 1-й ряд | 2-й ряд | |||
| 5 | 5.5 | - | 0.5 | |
| 6 | 6.6 | 7 | 0.5 | |
| 8 | 9 | - | 0.8 | |
| 10 | 11 | 12 | 0.8 | |
| 12 | 13 | 14 | 1.0 | |
| 14 | 15 | 16 | 1.0 | |
| 16 | 17 | 18 | 1.2 | |
| 20 | 22 | 24 | 1.2 | |
| 22 | 24 | 26 | 1.6 | |
| 24 | 26 | 28 | 1.6 | |
Лазерная обработка
В условиях современного машиностроительного и какого либо другого производства часто возникает необходимость в получении в различных материалах отверстий, имеющих весьма сложную форму. Для этого часто применяется метод, заключающийся в использовании лазерного луча, функционирующего в режиме управляемого термического раскалывания.
На сегодняшний день именно лазерная обработка является одним из наиболее передовых методов формирования и обработки квадратных , продолговатых и иных отверстий в самых различных материалах. Подобная технология позволяет получать качественную обработку, что создаёт условия для её более масштабного применения.
Применение лазерного оборудования с числовым программным управлением, позволяют не только изготавливать или обрабатывать отверстия самых различных форм и конфигураций, но и получать полностью готовые изделия.
Электроэрозионный метод обработкиВ технике под электрической эрозией понимается разрушение поверхности изделия или заготовки, которое происходит под воздействием электрических разрядов.

Этот способ обработки чаще всего используется для того, чтобы в определенных пределах осуществлять изменение размеров и формы отверстий, предварительно проделанных в металлических изделиях и заготовках. Разработчики машиностроительных изделий, которые они проектируют, нередко сталкиваются с необходимостью изготовления отверстий которые могут быть отличными от цилиндрических. Это могут быть квадратные , продолговатые , прямоугольные, криволинейные и прочие отверстия .
Особенно непросто реализовать их обработку тогда, когда сам материал обладает такими характеристиками, как повышенная твердость или высокая вязкость. Именно в этих случаях обычно и используется электроэрозионная обработка.
Как показывает практика, она наиболее эффективна для обработки изделий сложной конфигурации, изготовленных из твердых материалов. Дело в том, что использование для тех же целей распространенных механических способов часто оборачивается повышенным износом режущего инструмента.
Конусные сверла для сверления листового металлаВ тонком листовом металле достаточно часто приходится проделывать различные отверстия цилиндрической формы. Так, к примеру, происходит тогда, когда требуется произвести электромонтажные работы в стальных коробах, причем сделать это нередко бывает не так уж и просто.
Сверление отверстий в тонком листовом металле с помощью обычных спиральных сверл - дело непростое, поскольку инструмент начинает, что называется, «подхватывать». Это может привести (и нередко приводит) к его поломкам, а также к тому, что отверстия получаются неправильной, искривленной формы. Конусные сверла и сверла ступенчатые с этой задачей справляются намного лучше.
Дело в том, что благодаря их специфической форме слой обрабатываемого материала срезается равномерно, без так называемых «подхватываний» и рывков. Поэтому просверливаемые отверстия имеют идеально цилиндрическую форму.
В зависимости от того, какие именно геометрические характеристики имеет режущий инструмент, применение сверл с конической режущей кромкой позволяет получить результирующие диаметры различной величины. Если условия сверления особенно сложны, то опытные мастера применяют не конусные, а ступенчатые сверла. Этот режущий инструмент позволяет обеспечить очень точные размеры результирующих отверстий.
Пробивка отверстийОдной из наиболее распространенных технологий листовой штамповки металлов является пробивка. К примеру, при таком высокоточном производстве, как приборостроение, очень значительное количество деталей изготавливается именно с использованием этого метода. Для пробивки квадратных и продолговатых отверстий используется специальная оснастка, изготавливаемая из высокопрочных материалов, устойчивая к длительным и постоянным механическим нагрузкам и не требующая частого и тщательного обслуживания.
Пробивка отверстий может производиться как на сложном механизированном оборудовании, так и на простых ручных прессах. Ее процедура заключается в том, что между пуансоном и матрицей помещается заготовка, в которой необходимо пробить отверстие.
В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф. Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.

Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.

Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
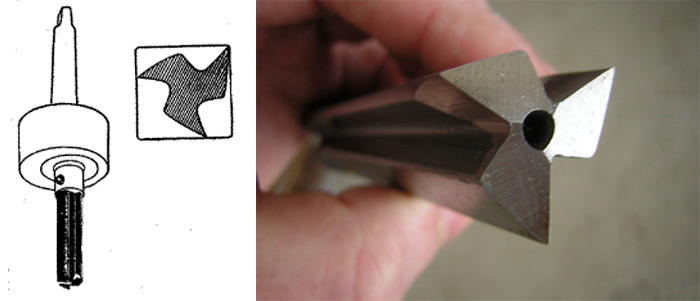
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.

Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки. Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60. При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:

Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
//www.youtube.com/watch?v=60WbTPNFT-8
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины. В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
Комплекты пробойников для квадратных отверстий выпускаются в ассортименте поперечных размеров до 70×70 мм в металле толщиной до 12…16 мм. В комплект входят:
Для силового воздействия на пробойник можно использовать гидравлический домкрат. Пробитое отверстие выгодно отличается чистотой полученных кромок, а также отсутствием заусенцев. Подобный инструмент производится, в частности, торговой маркой Veritas (Канада).
При наличии в домашнем хозяйстве сварочного инвертора квадратное отверстие в стальной детали можно прожечь. С этой целью в заготовке предварительно сверлится (с запасом) круглое отверстие, затем туда вставляется требуемых размеров квадрат из графита марок ЭЭГ или МПГ, после чего обваривается по контуру. Графит извлекается, а в изделии остаётся квадратное отверстие. Его, при необходимости, можно зачистить и прошлифовать.
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях. Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.

Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.



Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.

Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Любое отверстие, если оно выполнено при помощи сверла, имеет круглую форму и для того, чтобы сделать его квадратным, надо хорошо поработать каким-либо опиливающим инструментом. Рассмотрим, как можно просверлить квадратное отверстие в металле с минимальным использованием напильника на примере изготовления удобного и надежного воротка для метчика.



























