Трубогиб — очень полезный инструмент в хозяйстве, если вы привыкли всё делать своими руками. Из гнутой профильной трубы изготавливают навесы, теплицы и козырьки, придают водопроводным трубам нужный изгиб. С помощью этого инструмента не составит труда сделать всевозможные изделия, которые имеют переменный радиус. Можно сэкономить на покупке инструмента и сделать его по чертежам и фотографиям самостоятельно. Мастер-класс из видео покажет все тонкости процесса.
На строительном рынке можно приобрести разные модификации профессиональных трубогибов. Для изгиба труб небольшого диаметра подойдёт инструмент с ручным приводом; трубы большого диаметра изгибают инструментом, укомплектованным гидроприводом. Промышленные агрегаты бывают стационарными и переносными. Удобен в эксплуатации инструмент, который подключается к электросети. Трубогибы классифицируются по способу изгиба:
 Арбалетный трубогиб
Арбалетный трубогиб  Ручной трубогиб
Ручной трубогиб Совет. В специальных справочниках можно найти таблицы с допустимыми значениями радиуса изгиба в зависимости от толщины и диаметра трубы. Нарушение радиуса создаст зоны с повышенным напряжением металла, что существенно снизит качество и прочность трубы.
Такой механизм подойдёт для труб малого диаметра. Шаблон изготавливают из досок, превышающих по толщине диаметр трубы. Край шаблона обрезается под углом, чтобы труба не выскальзывала. Доски скрепляют между собой и фиксируют на поверхности стола. На определённом расстоянии от шаблона прикрепляют упор. Трубу вставляют между упором и шаблоном и выгибают. Трубу нельзя гнуть от центра шаблона – она сломается. А если не сломается, то внешний вид не выдержит никакой критики.
 Трубогиб из шаблона
Трубогиб из шаблона Подобным образом изготавливается трубогиб из бетонной плиты и прочных металлических штырей. В бетоне бурятся отверстия и вбиваются штыри на расстоянии не более 5 см, по краям вбивают штыри-упоры. Для фиксации изогнутой трубы, к её концам можно приварить перемычку, которую потом демонтируют.
Подобный шаблон можно выполнить из листа фанеры и крючков. Изменяя расположение крючков, можно менять радиус изгиба заготовки.
При изготовлении такого механизма основная сложность состоит в подборе роликов и нужного шаблона. Изгиб не получится качественным, если ролики не будут обхватывать трубу. Для изгиба гибких труб ролики можно выпилить из деревянных заготовок твёрдых пород. Ролики можно изготовить на токарном станке или при помощи лобзика.
 Ролики для самодельного трубогиба можно выточить на токарном станке
Ролики для самодельного трубогиба можно выточить на токарном станке Деревянные круги вырезают под необходимым уклоном, затем собирают в одну деталь, ошкуриваются наждачной бумагой. Для придания прочности деревянным деталям, их укрепляют пластинами из металла. Для изгиба труб по большому радиусу понадобится трубогиб, имеющий три ролика.
Ручной станок прокатного типа станет хорошим подспорьем в мастерской домашнего мастера. Для его изготовления понадобятся такие материалы, которые можно купить по приятной цене в пунктах приёма металла.

Расстояние между валами имеет значение. Чем дальше расположены валы, тем меньше потребуется приложить силы оператору для прогона трубы, минимальное радиусное значение увеличивается и увеличивается расстояние участка трубы, которое не подвергнется обработке, соответственно ход прижимного вала будет длиннее. Поэтому на стадии проектирования чертежа нужно рассчитать несколько вариантов положения боковых валов.
 Прокатный станок в готовом виде
Прокатный станок в готовом виде Если вместо валов будут использоваться ролики, по бокам нужно поставить ограничители (уголок стальной), которые удержат трубу в строго вертикальном положении и перпендикулярно к оси роликов. В противном случае профильная труба изогнётся спиралью. После финальной сборки приспособление можно покрасить, для эстетического удовольствия.
Приведённое устройство при желании можно усовершенствовать. Добавить к инструменту двигатель с моторедуктором, который приведёт вал в движение вращением цепной передачи. Установление домкрата вместо верхнего вала позволит изгибать трубы разных диаметров. Домкратом регулируется давление и выставляется высота. Такой апгрейд позволит гнуть трубы в промышленном масштабе малого предприятия, под всевозможными радиусами.
 Схема: трубогиб с использованием домкрата
Схема: трубогиб с использованием домкрата На таком станке удобно работать с напарником: один человек крутит лебёдку, а второй тянет трубу. Заготовка трубы помещается на ролики и прижимается домкратом. Лебёдка протягивает трубу по валам, затем добавляют усилие домкрата и прогоняют заготовку ещё раз. Цикл повторяют до тех пор, пока труба не приобретёт нужный изгиб.
Совет. При сгибании профильной трубы, песок, засыпанный внутрь профиля, защитит его от деструктивных деформаций.
Прибор, самостоятельно изготовленный однажды, прослужит очень долго, и ничем не будет уступать по качеству купленному оборудованию. Если же трубогиб нужен для одноразового использования, то целесообразнее взять прибор на прокат.
Множество , будь-то теплица , либо навес обустраиваются на основе каркаса из гнутых профильных труб обшитых облицовочным материалом – профнастилом или поликарбонатом.

Гибка профильной трубы выполняется с использованием специального приспособления – , технологию изготовления которого вы узнаете из данной статьи. Мы расскажем, как сделать трубогиб для профильной трубы своими руками, приведем схемы, чертежи и перечень необходимых инструментов для выполнения работ в домашних условиях.
Cодержание статьи
Решая, профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости – крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке – фирмы TV:
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.

Это простейшая конструкция , для изготовления которого вам потребуются следующие материалы:
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм . В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.

Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.

Для профильной трубы изготавливается по следующему алгоритму:
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
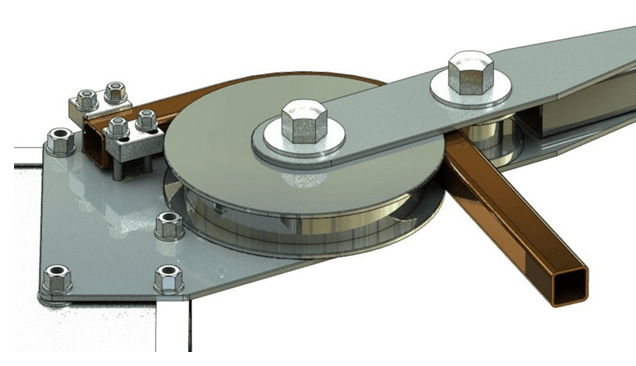
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.

Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см .
Чтобы сделать трубогиб следуйте инструкции:




Как согнуть с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
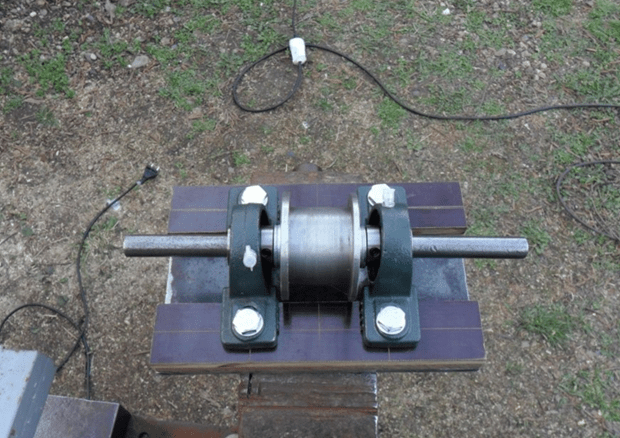
Брутальная конструкция, которую вы видите на фото была сооружена нами прошлым летом за пару вечеров из подручных железяк при помощи сварочного аппарата и, как говорят в народе, такой то матери.
Трубогиб изобретался на ходу без предварительного чертежа, с перекурами, анекдотами и вынужденными техническими перерывами на поиск в бездонных гаражных закромах очередной подходящей железки (к слову, самая затратная по времени и нудная процедура). Задача

Началось все с того, что нам до смерти надоело ежегодно реанимировать старую покосившуюся теплицу из подгнивших оконных рам и волевым решением она была довольно бодро демонтирована.
После визита в организации, которые изготавливают теплицы под ключ, от покупки готовой отказались - слишком хлипкой показалась конструкция, но форма "капелька" нам приглянулась и новую решили соорудить самостоятельно с аркой типа "капля" рассчитанной, как гласит рекламный буклет, на максимальные снеговые и ветровые нагрузки.
Детально процесс сборки трубогиба на фото не зафиксирован. Когда один работает сварочным, а второй языком болгаркой или фиксирует в нужном положении очередную деталь, то отвлекаться на фотографирование не с руки. Тем не менее, при взгляде на готовое изделие и после чтения пояснений приведенных в данном тексте, последовательность сборочного процесса должна быть очевидна.

Мы остановились на этом варианте, но ниже в статье будет предствлена ещё одна конструкция заслуживающая внимания.
Первым делом мы подобрали надежное основание - толстостенный швеллер длиной 0.8м.

Верхняя часть конструкции собиралась из уголков (на фото справа). В качестве роликов приспособили отрезки толстостенной металлической трубы (на фото слева).

Лучше под рукой ничего не нашлось и в качестве осей использовались шпильки большого диаметра. Решение неудачное, поскольку на месте срезанных болгаркой витков резьбы остаются неровности, которые создают дополнительную нагрузку при вращении.

Предпочтительно использовать полноценные валы (например от велосипедной каретки) и посадить их на подшипники.
Направляющая была сформирована отрезками уголка с одной стороны. И ограничителем в виде болта вкрученного в приваренную к конструкции гайку. Профтруба длиной 6м при гибке будет немного играть винтом и возможность регулировать расстояние путем вращения болта в резьбе здесь приходится очень кстати.
Вороток смастерили из уже знакомых нам: шпильки, стальной трубки и забитого в отверстие П-образного профиля (см. фото).
На центральный ролик наварены тычки, чтобы заготовка не проскальзывала. Иногда труба буксовала и с ними. В таком случае приходилось приопускать домкрат, чтобы уменьшить натяг и делать один лишний проход.

В процессе было выполнено улучшение - приварены продольные и поперечные опоры для повышения устойчивости профилегиба. На них удобно положить прямые, еще не согнутые трубы, которые будут работать как противовес.
Здесь все просто. Между роликов заправляем трубу, вращением домкрата подаем подвижную часть вверх задавая тем самым необходимый радиус. Подкручиваем болт направляющей о котором мы говорили выше. И вращаем рукоятку с предсказуемым результатом:

Когда закончили с первой трубой делаем риску - метку для того, чтобы понимать до какого радиуса гнуть следующую трубу.

Чтобы загнуть партию труб с минимальной погрешностью, целесообразно использовать риску -отметку как приблизительный визуальный ориентир и дополнительно подсчитывать количество поворотов (качков) домкрата и количество протяжек трубы в каждую сторону. Точность вырастает в разы!
Выполняйте гибку с малым углом и в несколько проходов. Иначе трубогиб заминает железо. Да и физически крутить очень тяжело.
Погрешности радиусов полученные при гибке можно устранить при сборке самой теплицы. На этапе монтажа поперечных ребер жесткости помощник берет рычаг и поджимает дугу. Вы прихватываете на сварку.
Не увлекайтесь и не перегибайте! Разгибать трубу с которой перестарались - занятие очень неблагодарное. Лучше не полениться и лишний раз свериться с шаблоном или отметкой.
Очень упрощает работу периодическое впрыскивание смазки, в нашем случае использовалась обычная силиконовая, а когда баллон закончился, то WD-40.
Как видите, без специальных знаний, сложного оборудования и в короткий срок можно собрать в домашних условиях бюджетный трубогиб для гибки профильной трубы с точностью достаточной для возведения построек на приусадебном участке.
С помощью данного приспособления была согнута 6 -ти метровая профтруба 40х25 в количестве 7 шт . результат частично виден на фото:

По времени у одного человека работа заняла примерно полдня, т.к. вращение рукоятки потребовало физических усилий.
Для снижения усилия гибки в промышленных условиях труба в месте гиба нагревается токами высокой частоты ТВЧ или внутри заготовки создается внутреннее гидростатическое давление.
В нашем случае все проще. Используем смазку и крууутим.
Если у вас остались вопросы, то можете написать нам в социальной сети или на e-mail, которые можно найти на странице "О сайте".
Следующее видео наглядно демонстрирует устройство работающее по аналогичному принципу.
Если вы внимательно изучали вопрос приспособлений для гибки, то наверняка уже видели этот механизм. Здесь деформация трубы происходит за счет усилия, которое создает прижимной ролик.

По этому чертежу изготавливается самый дешевый промышленный вариант, который можно приобрести в строительном магазине.

Среди самоделок изготовленных по этому принципу встречаются варианты с цепной передачей, через которую вращение передается на оси всех роликов. Существенный плюс в том, что на любую ось можно приспособить электрическую дрель и протяжку трубы осуществлять без применения физических усилий.
Посмотрите, как люди умудряются гнуть по две трубы за один проход!



Трубогиб –
приспособление, предназначенное для гибки профильной трубы своими руками. При возведении парников, теплиц, беседок с его помощью можно изготавливать различного радиуса кривизны. Такое приспособление можно не только купить, но и достаточно легко сделать своими руками.
Вконтакте
Простой самодельныйтрубогиб для профтрубы состоит из следующих частей:
Также часто для уменьшения усилия при гибке профиля трубогиб самодельный в своей конструкции содержит две шестерни, цепь и натяжной ролик.
Шестерни крепят на осях переднего и заднего валов, между ними натягивают цепь, фиксируя силу ее натяжки роликом. В подобной конструкции ручку крепят к оси не центрального, а переднего или заднего вала.
Для крепления такого приспособления применяют длинные винты и , при помощи которых оно надежно фиксируется на верстаке или столе.
Важно! Наиболее подверженными нагрузкам частями трубогиба являются валы, их следует изготавливать из прочной инструментальной стали.
Если в качестве материала для валов применить менее прочные конструкционные стали, высок риск их быстрого износа или поломки. К тому же такие валы не обеспечат качественной гибки трубы.
Для изготовления трубогиба необходимо приготовить необходимые и материалы , составить чертежи, как отдельных его частей, так и всего изделия в собранном виде. На основе этих составленных графических изображений следует произвести изготовление составных частей данного приспособления и их сборку в единое целое.

Для изготовления трубогиба необходимы следующие инструменты:
Кроме инструментов для изготовления подобного приспособления требуются следующие материалы:
Для окраски изготовленной конструкции понадобится масляная краска , растворитель.

Надежный и простой трубогиб своими рукамиможно изготовить следующим образом:


Такой самодельный трубогиб для профильнойс квадратным, прямоугольным или овальным сечением трубыпозволит с минимальными вложениями создавать арочные конструкции необходимых размеров.
При помощи описанного выше приспособления не получится выгибать профильные трубы под углом более 50-60 градусов. Для таких целей понадобится гидравлический трубогиб, имеющий другую конструкцию и принцип действия.
Изготовление подобного приспособления самостоятельно является достаточно простым. Весь процесс его сборки состоит из следующих этапов:
 Для сгибания трубы при помощи такого приспособления сначала в соответствующие позиции устанавливаются опорные ролики, затем домкрат с башмаком.
Для сгибания трубы при помощи такого приспособления сначала в соответствующие позиции устанавливаются опорные ролики, затем домкрат с башмаком.
После этого башмак при помощи подъема штоком домкрата устанавливается на такое расстояние от плоскости опорных роликов, чтобы можно было вставить туда профиль. Далее подъемом башмака штоком домкрата профиль изгибается под необходимым углом.
Изготавливая подобный трубогиб для профильной трубы своими руками, «башмак» и валы лучше всего приобрести , а не изготавливать самостоятельно.
Так как изготовление профильной трубы предусматривает использование металла различной толщины, при гибке труб на описанных выше самодельных приспособлениях применяются следующие способы:
Важно! Горячий способ гибки используется для профильных труб с большой толщиной стенки. Не следует его применять для тонкостенных профилей – это усилит их коррозию и создаст дополнительный риск образования нежелательных деформаций, трещин и переломов в процессе гибки.

При гибке горячим способом очень важно не перегреть металл – цвет нагретого материала должен быть насыщенным красным или малиновым. Нельзя нагревать профиль до ярко-белого или же слабо-красного цвета. В первом случае материал сильно перегрет и изгиб вследствие излишнего размягчения металла может оказаться слишком большим, во втором – наоборот, слабо разогрет и при гибке может треснуть или сломаться.
В зависимости от конструкции, типа привода, стоимости, все трубогибы подразделяются на следующие виды:
Важно! Для изготовления арок лучше изготовить ручной трубогиб своими руками, или приобрести наиболее простую его заводскую модель.
Нецелесообразно для таких нужд покупать дорогие профессиональные модели электрических и гидравлических трубогибов.
Разобравшись в том, каксделать трубогиб, ивоплотив данную идею в реальность, можно получить очень надежный, простой и удобный инструмент, который позволит изготавливать из профильной или круглой трубы различные конструкции.
Мы приветствуем нашего уважаемого читателя и предлагаем Вашему вниманию статью о том, как изготовить трубогиб для профильной трубы своими руками. Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость , при этом иногда необходимо согнуть заготовки.
Процесс гибки трубных заготовок не слишком сложен, но для него необходимы приспособления – трубогибы. Вполне возможно изготовить приспособление для гнутья самостоятельно.
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол. Использование именно профильной конструкции обусловлено высокими технологическими характеристиками – прочностью, жесткостью, высокой устойчивостью к смятию или скручиванию.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Принцип работы трубогиба – изгибание заготовок с заданным радиусом путем наматывания на форму или гибочный валик.
Профилегиб экономит время и усилия, необходимые для сгибания изделий другим способом, и позволяет получить ровный красивый изгиб без потери прочности. Параметры заготовки, изогнутой трубогибом, точно соответствуют заданным.
Профилегибы бывают различных конструкций, в промышленных условиях применяют достаточно большие станки с электро- или гидроприводом; для гибки небольшого количества изделий небольших диаметров – более компактные ручные или электрические приспособления.
Трубогибы классифицируют по способу гибки и виду привода. Кроме того, трубогибы бывают универсальные и специализированные: для круглой или профильной трубы.
Сам процесс гибки бывает горячим и холодным, с заполнением внутренней части трубы наполнителем (песком или солью) или без.
Гибочные устройства бывают ручные, гидравлические, электрические, гибридные – совмещающие формовочные элементы с гидравлическим и электрическим приводом. Существуют промышленные агрегаты для гибки толстостенных труб, в которых место изгиба нагревается индукционным способом.
Гидравлические устройства бывают ручные и стационарные, на которых можно изгибать заготовки диаметром до 75 мм. Агрегаты с электрическим приводом (электромеханические) могут гнуть трубы самых разных диаметров. Электромеханические агрегаты могут гнуть и тонкостенные трубки с хорошим качеством изгиба, без складочек и заломов (см. фото – так не должно быть).
Гибридные агрегаты стационарные, в них на части валов имеется гидравлический привод, на другой части валов – электрический.
Ручные устройства применяются либо в качестве переносных (ими пользуются поблизости от места сборки металлоконструкций), либо для гибки небольших диаметров или мягких заготовок (медь, нержавеющая сталь, пластик). В приусадебном хозяйстве или при работах в квартире применяются трубы небольших диаметров и в ограниченном количестве, поэтому в домашних условиях достаточно обзавестись ручным трубогибом.
По способу изгибания труб прорфилегиб бывает:
Изготовить самый простой профилегиб можно самостоятельно. Эта работа вполне по плечу домашнему мастеру. Качество самоделок практически не уступает промышленным образцам. Производительность, конечно, отличается от моделей с электрическим приводом, но ведь дом и усадьба не требуют огромного количества гнутых изделий.
Вне зависимости от того, как вы решили сделать трубогиб, сначала следует продумать область его применения – решить, изделия каких размеров и формы вы будете гнуть, с каким радиусом изгиба. Для садовых конструкций и мебели радиус изгиба может составлять 2,5 сторон сечения (для круглых заготовок – 5 радиусов), а может составлять и 10-15-20 сторон (для беседок, теплиц и других крупных сооружений). Затем начертить чертеж или схему с точными размерами. Без чертежа невозможно собрать качественный трубогиб.
Простейший трубогиб – вырезанный из досок шаблон, набитый на основание – толстую фанеру или ОСП. Гнут прокат вручную. Толщина досок должна быть больше, чем диаметр или величина стороны заготовки – тогда гибка получается более качественной. Можно сделать шаблон из вбитых в прочное основание (желательно бетонное) стальных колышков или крючков.
Достаточно просто собрать ручной станок Вольнова для профильной заготовки. На прочной металлической пластине закрепляют ролик с радиусом, равным радиусу изгиба, и две металлических пластинки с закрепленным вторым роликом. Конец трубы зажимается хомутом, ролик на пластинках поворачивается и изгибает заготовку. Пластины закреплены на одной оси с гибочным роликом большого диаметра, они могут вращаться. Расстояние от большого ролика до маленького по осям равно 2,5 размеров трубы + размер трубы + радиус ролика (примерно равен половине размера трубы).
Существует еще один вариант профилегиба, который можно изготовить своими руками – с тремя роликами.
Для , или прокатного трубогиба Вам понадобятся:
Инструменты:
На подставке или верстаке закрепляют станину – к подставке приваривают, к верстаку крепят струбцинами. Приваривают направляющие. На станине закрепляют подшипники, в подшипниках – два нижних вала, на валах ролики. Валы и ролики заказывают у токаря.
На валы надевают двухрядную цепь, закрепляют посредине лебедку, закрепляют цепь. Закрепляют прижимной подвижный вал. Верхний прижимной ролик и вал передвигаются по направляющей с помощью винта.













