Соединение полипропиленовых труб сварным методом характеризуется более высокой надежностью по сравнению с другими способами совмещения между собой изделий. Такая технология соединения не имеет каких-либо отличий при работе с полипропиленом. Исключение составляют лишь армированные изделия: их монтаж предполагает некоторые специфические особенности.
Такая методика довольно проста. Сварку можно проводить в бытовых условиях, соблюдая требования технологического процесса и имея весь арсенал необходимых инструментов.
Существует несколько вариантов соединения полипропиленовых труб:
В этой статье мы поговорим о каждом способе совмещения цилиндрических изделий более подробно, рассмотрим их достоинства и недостатки, а также научимся правильно паять полипропиленовые трубы.
Прежде чем приступать к работе, необходимо подготовить монтажный инструмент. Для создания надежного стыка конструкций и всех дополнительных деталей потребуется специальный паяльник.
Стоит отметить, что иногда соединение изделий, изготовленных из полипропилена, называют сваркой. Однако этот процесс имеет множество разновидностей, потому важно запомнить, что полипропиленовые трубы соединяются только одним способом – пайкой. Для монтажа такой системы не применяются резьбовые фитинги и металлопластик.

Пайка полипропиленовых труб требует использования сварочных аппаратов. В продаже представлено несколько типов устройств:
Второй вид паяльного аппарата в народе стали называть утюгом, что в большей мере связано с его внешним видом. Такие устройства отличаются лишь своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются деталями, похожими на хомуты. Во втором устройстве такие же насадки прикручиваются к нагревателю с двух сторон. Остальные элементы конструкции ничем не отличаются. Основная функция прибора состоит в осуществлении качественной и надежной пайки полипропиленовых изделий.
В комплект паяльных устройств обязательно включены насадки. Самым недорогим приспособлением, в набор которого входит минимальное количество элементов, считается китайский паяльник. Его мощность не превышает 800 Вт. В продаже он представлен вместе с подставкой, а также насадками, позволяющими проводить пайку труб из ПП сечением 20-32 мм.
Когда система отопления частного дома выполнена из цилиндрических изделий такого диаметра, этого комплекта будет вполне достаточно. Но если предполагаются более профессиональные работы, связанные с пайкой, вам понадобится устройство получше.
Для труб сечением 40-63 мм необходим другой паяльный комплект. Его придется покупать отдельно. Самые дорогие наборы, отличающиеся повышенной надежностью, изготавливаются в крупных европейских странах. В их комплект входят следующие детали:
Так как для пайки полипропиленовых труб приходится работать с горячим оборудованием, нужно обязательно выполнять операцию в перчатках. Новички довольно часто получают ожоги, касаясь нагревательного элемента.
Конструкция любого паяльника устроена так, чтобы можно было установить сразу несколько насадок для соединения труб небольшого диаметра, что позволяет сэкономить время, особенно при работе с изделиями сечением 20-40 мм.
Чтобы равномерно и быстро прогреть трубу диаметром 63 мм, необходима большая мощность системы. Для бытовых целей будет достаточно аппарата со значением величины, которой определяется количество энергии, не превышающим 0,7-1 кВт.
Если мощность утюга составляет более 1 кВт, он переходит в разряд профессиональных. Его стоимость намного выше цены обыкновенного паяльника.
Для изготовления самодельного паяльника понадобятся:






Таким образом, потратив немного времени, используя подручный материал, вы становитесь обладателем самодельного паяльника для сварки труб из ПП.
Для изготовления инструмента понадобятся парная насадка стоимостью 215 р. и выброшенный подожженный утюг. На его сборку требуется примерно два часа.
Сначала нагревающийся прибор устанавливается вертикально. Фитинг одновременно с трубой надевается на разогревающие насадки. Для обеспечения возможности проводить операции на стене утюг нужно подвергнуть небольшой модернизации: обрезать «жало» подошвы и слегка его закруглить. Нелишним будет применение термопасты.

Известно, что таким самодельным аппаратом было сварено несколько трубопроводов. Качество работы получилось довольно высоким.
После нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу удалять фитинг не нужно, поскольку его толщина не дает ему быстро расплавиться. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшие усилия, пока не образуется ровного облоя по всему периметру детали крепежа.
В этом положении нужно подержать соединение примерно 15-20 секунд, пока не начнется полимеризация. Сварка на стене отличается простотой: одной рукой придерживается нагревающийся прибор, другой – труба.
Изготавливаем утюг, оборудованный регулятором температуры, в качестве которого будет выступать специальное управляющее устройство мощности, собранное на тиристоре. Для паяльных работ подается напряжение, равное 170В. Для создания приспособления используются алюминиевые или медные пластины. На фотографии показана деталь толщиной 0,8 мм, однако значение этой величины может варьироваться в большую сторону.
Плоские элементы нужны, чтобы нагреватель не начал остывать в момент надевания трубы. Для работы используется ТЭН (1 кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагревается, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого утюга может иметь любой вид, все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности.

С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу крепится ручка с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один: для пайки труб из ПП нужно соблюдать определенную температуру.

Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб и другие важные моменты:
Практически ко всем сварочным аппаратам подходят различные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждый надеваемый элемент имеет два конца. На одном нагревается внешняя сторона детали, на другом – ее внутренняя часть. Все насадки имеют тефлоновое напыление, которое защищает поверхность от налипания расплавленного материала. Размеры деталей находятся в диапазоне 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Для прочной сварки конструкций температура пайки полипропиленовых труб не должна превышать 260 °С. В противном случае это приведет к потере устойчивости пластиковой основы, в результате чего труба просто не сможет соединиться с фитингом. Причем разогретый соединительный элемент начнет прилипать ко всем окружающим его деталям. Однако и температура меньшего значения также не годится для пайки.
Важно помнить, что вязкость и пластичность полипропиленовой конструкции должны иметь определенные значения, иначе не начнутся диффузионные процессы, а соединение потеряет свою надежность. Срок эксплуатации таких трубопроводов будет минимальным. О гарантии в 50 лет придется забыть. При какой температуре соединять изделия, лучше смотреть в таблице.
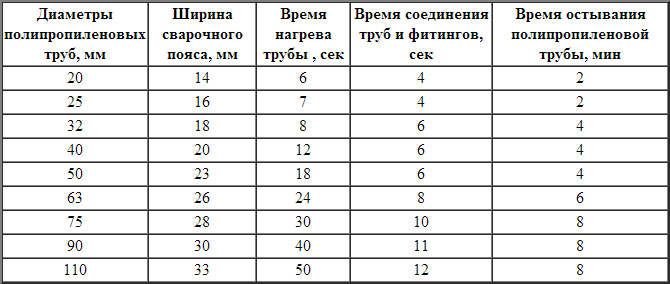
Если правильно соблюдать требования технологии по продолжительности процесса соединения конструкций с помощью специального инструмента, можно получить довольно герметичный стык. Полипропилен после перегрева не начнет растекаться. Время нагрева зависит от определенных параметров. Основными считаются:
Ниже представлена специальная таблица, в которой указано рекомендованное время пайки изделий из ПП с учетом всех упомянутых выше значений:

Основным способом монтажа пластика, когда нужно соединить небольшие цилиндрические изделия разного сечения, считается применение раструба. При сварке конструкции из ПП обязательно используются дополнительные детали:
Все они изготавливаются из того же материала, из которого были сделаны трубы. Применение дополнительных элементов для создания качественного соединения не считается минусом этого метода. Рассматриваемые детали, кроме соединяющей функции, помогают изменить направление трубопроводной магистрали.
Данный процесс состоит из нескольких операций:

По мнению профессионалов, соединение враструб считается намного надежнее, чем стыковая сварка. Благодаря тому что при совмещении труба с усилием входит в фитинг, создается высокая прочность. В этом случае для проведения центровки не требуется использования специального инструмента. Совместить цилиндрические конструкции подобным образом сможет даже новичок.
Устройства, предназначенные для соединения изделий из ПП враструб, называются паяльниками, или утюгами. Главным элементом такого прибора стала нагревательная головка. К ней крепятся все сменные детали:
Первые элементы предназначены для нагрева внешней поверхности труб, вторые – внутренней части фитингов. Формой нагревателя в большинстве паяльников остается треугольная пластина. В продаже можно встретить устройства другого исполнения.
От габаритов плоской детали зависит размер насадок. Иными словами, подбирается сечение трубы, которое будет свободно паяться. Кроме того, необходимо позаботиться о нужном количестве нагревательных пар для осуществления одновременной установки. Для работы с большой пластиной потребуется мощный агрегат.
Дополнительные детали (муфты, дорны) должны быть закреплены так, чтобы их опорная поверхность плотно касалась пластины.
При хорошем контакте будет достигнута нужная температура (260 °С). В этом случае мощность паяльника не имеет большого значения.

Сегодня выпускаются устройства, оборудованные нагревательной головкой в виде стержня. Их главным преимуществом можно назвать компактность. На технические параметры форма головки не влияет.
Для качественной работы утюга важна точность функционирования термодатчика, поддерживающего необходимую температуру. Если ее колебания становятся минимальными, это свидетельствует о высоком качестве паяльника.
Самыми совершенными на сегодняшний день являются электронные терморегуляторы. Эти терморезисторы способны показывать точное значение температуры даже на рабочей поверхности муфты.
Применение таких деталей позволяет уменьшить температурную инерционность утюга. В результате истинные показатели нагревательной головки будут отображаться на шкале устройства.
Более грубо работают биметаллические реле, а также капиллярные термостаты, чьи значения отличаются неточностью. Если сравнивать с данными терморезисторов, расхождения окажутся довольно большими. Каким бы ни был терморегулятор, когда аппарат достигает рабочего режима (если судить по данным индикатора), необходимо подождать несколько минут. За это время температура насадок сравнится с той, что показывает прибор.
Теперь можно приступать к сварке. Производители выпускают также паяльники, имеющие два нагревательных элемента разной мощности. Каждая деталь оснащена отдельным выключателем.
Эти изделия способны самостоятельно достичь нужного температурного режима. Мастер сам выбирает требуемую мощность.
Вторая деталь становится запасной на случай выхода из строя первой.
В аппарате предусмотрена возможность одновременного включения обоих нагревателей, чтобы быстрее достичь рабочего режима.
Оборудование может комплектоваться и вспомогательными инструментами, включая:

В некоторых комплектах можно встретить даже специальную очищающую жидкость. Однако не все перечисленные детали включаются в основную комплектацию. Зачастую их приходится покупать отдельно. Важно, чтобы сварочный аппарат имел в наборе все необходимые инструменты для работы с любыми диаметрами труб и материалами.
Внешний диаметр цилиндрического изделия всегда немного больше номинального сечения. У фитинга, наоборот, внутренний диаметр меньше номинального сечения трубопровода.
Возьмем, к примеру, трубу 20 мм. Настоящий размер ее внешнего диаметра будет находиться в пределах 20,3-20,5 мм. У фитинга, предназначенного для работы с изделием 20 мм, внутреннее сечение составит 19,5-19,7 мм.
Причем средняя часть поверхности муфты будет точно соответствовать номинальному диаметру. Для конусной плоскости берется 5 градусов.
Становится понятно, что если не нагревать фитинги, их не удастся соединить с муфтой.
Когда труба совмещается с горячей муфтой, происходит оплавление наружной части. Наверх выдавливается все лишнее, получается своеобразный валик. Далее нагреваются внутренние слои. Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта удается добиться, когда элемент крепежа соединяется с горячим дорном.
Когда труба совмещается с фитингом, происходит ее упругое сжимание, при этом соединительный элемент начинает растягиваться. Нагретые поверхности сдавливаются, вытесняя воздух. В результате происходит равномерное смешивание расплавленного материала.
Общий технологический процесс соединения труб из ПП враструб имеет несколько последовательных операций:
Вручную можно без особых усилий соединить трубу с нагретым инструментом, если свариваются небольшие детали, сечение которых находится в диапазоне 40-50 мм. Чтобы совместить между собой цилиндрические конструкции диаметром, превышающим 50 мм, необходимо воспользоваться специальным центратором, предназначенным для выполнения раструбной сварки.
Так как пайка полипропиленовых труб не представляет особого труда, работу можно выполнить в одиночку.
Чтобы разрезать цилиндрические изделия, применяются специальные ножницы, которые не позволяют сминаться стенкам трубы.
Перед тем как приступить к пайке полипропиленовой продукции, поверхности деталей тщательно очищаются и обезжириваются. Армированные конструкции подвергаются специальной подготовке. Об этом обязательно должны помнить работники, осуществляющие монтаж таких изделий.
Композитные трубы из ПП, которые армированы алюминием, отличаются невысоким температурным расширением. Поэтому система отопления, изготовленная из подобной продукции, не требует установки дополнительных температурных компенсаторов. Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После попадания воздуха в систему происходит активное насыщение воды кислородом. В результате начинается процесс кавитации вентилей, а также других деталей сооружения из цилиндрических конструкций.
При отсутствии армирующего слоя можно не проводить дополнительной специальной подготовки.
В этом случае категорически запрещается контакт алюминия с жидкостью. Данный сплав начинает разрушаться, а покупать новые изделия нерентабельно. Появление небольших внутренних перекосов в стыках трудно заметить невооруженным взглядом, однако именно эти зоны являются слабым местом всей системы. Здесь возможно попадание воды на металлическую поверхность.
Чтобы это предотвратить, тщательно зачищается армированный слой. Подобная операция является обязательной к проведению, если поверхность труб обернута в фольгу.
Для удаления металлического листа используется специальное приспособление – так называемый шейвер. Его приходится покупать отдельно.
В прибор вставляют конец, аналогично заточке карандаша, и начинают проворачивать.
При работе не стоит забывать об очистке алюминиевого слоя. Сварка произойдет и без этой процедуры, однако надежность полученного соединения будет довольно низкой.
От такого человеческого фактора можно избавиться, установив трубы, армированные стекловолокном.
Если алюминиевый армирующий слой находится по центру стенки, проводится торцевание поверхности с помощью специального инструмента. Он помогает удалить кромки алюминия, которые покрывают торец трубы. Если такую операцию не провести, вода может попасть в центр стенки, двигаясь по микротрещинам армирующего слоя, что неминуемо приведет к вздутию.
На фотографии можно рассмотреть спаянные соединения разрезов: неправильное выполнение на картинке без торцовки и правильное – с торцовкой.


Для достижения наилучшего результата применяются специальные муфты. Они как бы «замуровывают» торцы армирующего слоя, что помогает избежать контакта металла с жидкостью.


Некоторые производители дают собственные рекомендации, как нужно подготавливать трубы перед сваркой. Даже если армирующий слой отсутствует, требуется обязательно провести калибровку наружного диаметра, после чего снять фаску.
Операция калибрования удаляет эллипсность трубы, делая ее абсолютно круглой. Снятая фаска облегчает работу по соединению с муфтой. К сожалению, когда трубы из ПП паяются самостоятельно, эти операции полностью игнорируются.
Сперва сварочный аппарат нужно хорошо закрепить. Когда начинается прогрев, детали подвергаются давлению, которое передается паяльнику. Чтобы было удобнее работать, важно обеспечить аппарату неподвижность.
На инструмент надевается нагревательная пара. Далее устанавливается нужная температура нагрева, подается напряжение. Когда свариваются трубы из ПП враструб, температура нагрева должна быть в пределах 260±10 °С, что превышает значения, при которых полипропилен становится вязким и текучим.
Таким образом происходит быстрое оплавление верхнего слоя трубы совместно с фитингом. В результате деталь легко снимается без прогрева всей толщины стенки. При другом значении температуры, когда элементы становятся мягкими, выполнить соединение будет невозможно.
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.

Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся. Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена.
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.
Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
Если необходимо исправить выполненную работу, технология разрешает это сделать в течение нескольких секунд. Детали не должны подвергаться никакому давлению, пока материал окончательно не затвердеет, что длится примерно 2-4 минуты.
Ориентировочные параметры продолжительности сварочных операций можно посмотреть в специальной таблице. Более точные значения указываются производителями фитингов и продукции из ПП.
При пайке изделий из ПП встык торцы деталей нагреваются горячим инструментом до оплавления. Затем элементы с силой прижимаются до тех пор, пока не произойдет охлаждения шва. Такая технология отличается своей простотой.
В этом случае нет необходимости пользоваться дополнительными приспособлениями. Если все сделано правильно, получается довольно надежный шов, не уступающий прочности трубы. Технологическая операция выполняется в определенной последовательности:




При всей своей простоте стыковая сварка только кажется такой доступной. На практике для этого необходимо решить несколько проблем, что практически невозможно сделать в бытовых условиях.
Трубы должны точно совмещаться по своей оси, при этом допускается отклонение от толщины стенок всего на 10%. Давление на детали, прижимающие цилиндрические изделия к плоскости нагревательного зеркала при воздействии высокой температуры, должно оказываться лишь определенное время. Только так может получиться качественное соединение. При выполнении торцовки необходимо, чтобы у торца была идеальная перпендикулярность.
Перечисленным выше условиям довольно трудно следовать без дополнительного прибора – специального центратора. Он оборудован электрическим приводом, который создает определенное усилие сжатия. Кроме того, это устройство оснащено торцевателем.
Иначе говоря, чтобы провести стыковую сварку полипропиленовых труб небольшого диаметра, понадобится большее количество специального оборудования по сравнению с предыдущим методом соединения. Учитывая тот факт, что при сварке враструб получается более качественная стыковка за счет замкового соединения, домашние умельцы предпочитают использовать именно этот способ совмещения труб.
Стыковая сварка изделий из ПП в основном применяется на производстве, когда необходимо соединить конструкции большого сечения при монтаже прямого участка инженерного сооружения из цилиндрических изделий.
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оснащается разнообразными инженерными коммуникациями. А раз так, то или в процессе строительства, или при проведении ремонта либо реконструкции, рано или поздно хозяевам придется столкнуться с проблемой установки или замены труб – и системы отопления. Мало кого сейчас прельщает трудоёмкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют немалых дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые не всем под силу – резкой, гибкой, электро- или газосваркой, нарезкой резьбы и т.п. Плюс к тому, к «запаковке» каждого резьбового соединения необходим особый подход, чтобы соединительный узел получился высококачественным, без протечек.
Как хорошо, что современные технологии позволяют обойтись безо всей этой мороки, применив полипропиленовые трубы. При правильном выборе материала и качественно проведенном монтаже, водопровод и контуры отопления практически ни в чем не отступают стальным, по многим позициям – намного превосходят их. Кроме того, не настолько сложна и сама пайка полипропиленовых труб инструкция по выполнению которой будет рассмотрена в настоящей публикации.
Прежде чем начинать рассматривать инструкцию по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее понятие об этом материале, в частности – о его разновидностях и сферах применения. Выбор труб по принципам «какие подешевле» или «какие были» - совершенно недопустим. Последствия для неразборчивого домашнего мастера могут быть весьма печальными – от деформации проложенного трубопровода до его разрыва или появления течей в соединительных узлах.
Различие по диаметру объяснять не надо – в разных системах и на различных их участках используются свои размеры, которые предопределяются гидравлическими расчетами. Линейка диаметров, от 16 до 110 мм, позволяет практически полностью обеспечить все возможные варианты. Мало того, практика показывает, что для дома или для квартиры обычно достаточно ассортимента до 40 мм, намного реже – до 50 ÷63 мм. Трубы большего диаметра – это, скорее, магистральные, и они имеют специфические особенности монтажа, но сталкиваться с ним домашнему мастеру - вряд ли придётся.
Сразу может броситься в глаза различие некоторых видов труб по цвету. Вот на это можно меньше всего обращать внимание – белые, зеленые, сероватые и другие стенки – ни о чем не говорят. По всей видимости, это просто решение производителей как-то выделять свою продукцию на общем фоне. Кстати, для контуров отопления белый цвет однозначно будет предпочтительнее, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармонирующего цветового «пятна».

А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную всем. Синяя полоска – труба рассчитана исключительно на холодное водоснабжение, красная – способна выдерживать повышенные температуры. Однако и такая цветовая маркировка (которой, кстати, очень часто и вовсе нет), является только весьма приблизительной, не раскрывающей в полной мере эксплуатационных возможностей той или иной трубы. Она помогает уже просто не ошибиться в период проведения монтажа системы. Кстати, ещё продольная линия хороша и тем, что становится хорошим ориентиром при стыковке сопрягаемых деталей по время пайки.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, нанесена на внешней стенке. Вот здесь уже стоит быть повнимательней.
Международное сокращенное обозначение полипропилена – PPR. Существует несколько разновидностей материала, и можно встретить обозначения РРRC, РР-Н, РР-В, РР-3 и другие. Но чтобы не запутать окончательно потребителя, существует более четкая градация труб – по типам, в зависимости от допускаемого давления перекачиваемой жидкости и ее температуры. Всего таких типов – четыре: PN-10, PN-16, PN-20, PN-25. Чтобы не рассказывать долго о каждом из них, можно привести табличку, которая характеризует эксплуатационные возможности и сферы применения труб.
полипропеленовые трубы
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Области применения труб | |
|---|---|---|---|
| МПа | технических атмосфер, бар | ||
| PN -10 | 1.0 | 10.2 | Холодное водоснабжение. Как исключение - магистрали подводки к контурам водяного "теплого пола", с масимальной рабочей температурой теплоносителя до 45 °С. Материал самый доступный по стоимости - по причине не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1.6 | 16.3 | Самый ходовой вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60˚С, давлением не выше 1,6 МПа. |
| PN -20 | 2.0 | 20.4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантированно отсутсвуют гидроудары. Температура теплоносителя не должна превышать 80 ˚С. |
| PN -25 | 2.5 | 25.5 | Горячее централизованное водоснабжение, системы отопления с темпратурой теплоносителя до 90÷95˚С, в том числе - и центральные. Самый прочный, ни и самый дорогой тип труб. |
Безусловно, для того чтобы труба выдерживала повышенные давления и температуру, у нее должны быть более толстые стенки. Значение толщины стенок и, соответственно, диаметр условного прохода полипропиленовых труб различных типов – в таблице ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | - | - | 11.6 | 2.2 | 10.6 | 2.7 | - | - |
| 20 | 16.2 | 1.9 | 14.4 | 2.8 | 13.2 | 3.4 | 13.2 | 3.4 |
| 25 | 20.5 | 2.3 | 18 | 3.5 | 16.6 | 4.2 | 16.6 | 4.2 |
| 32 | 26 | 3 | 23 | 4.4 | 21.2 | 5.4 | 21.2 | 3 |
| 40 | 32.6 | 3.7 | 28.8 | 5.5 | 26.6 | 6.7 | 26.6 | 3.7 |
| 50 | 40.8 | 4.6 | 36.2 | 6.9 | 33.2 | 8.4 | 33.2 | 4.6 |
| 63 | 51.4 | 5.8 | 45.6 | 8.4 | 42 | 10.5 | 42 | 5.8 |
| 75 | 61.2 | 6.9 | 54.2 | 10.3 | 50 | 12.5 | 50 | 6.9 |
| 90 | 73.6 | 8.2 | 65 | 12.3 | 60 | 15 | - | - |
| 110 | 90 | 10 | 79.6 | 15.1 | 73.2 | 18.4 | - | - |
При всех достоинствах полипропилена, есть у него и довольно значимый недостаток – весьма значительное линейное расширение при нагреве. Если для холодных трубопроводов, расположенных внутри здания, это не столь существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к прогибанию, провисанию длинных участков, деформации сложных развязок, возникновению внутренних напряжений в теле трубы, сокращающих срок ее службы.
Чтобы максимально снизить влияние температурного расширения, применяют армирование труб. Оно может быть алюминиевым или стеклопластиковым.

Стеклопластиковый армирующий пояс всегда располагается примерно по центру толщины стенки трубы, и никак не влияет на технологию пайки.
А вот с алюминиевым – несколько сложнее. Существует два типа подобного армирования. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации – внизу слева). Другой вариант – армирующий пояс проходит примерно в центре стенки. Для каждого из типов подобного армирования существуют особые технологические нюансы монтажа, о которых будет сказано ниже.
И стекловолоконное, и алюминиевое армирование существенно снижает температурное линейное расширение полипропиленовых труб. Кроме того, алюминиевый слой выполняет и еще одну функцию: он становится барьером против кислородной диффузии – проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя способно вызвать ряд негативных последствий, среди которых главными являются повышенное газообразование и активизация коррозионных процессов, что особо опасно для металлических деталей котельного оборудования. Армирующий слой способен многократно снизить подобный эффект, поэтому такие трубы чаще всего применяют именно для контуров отопления. В водопроводных системах вполне можно обойтись стеклопластиковым армированием, которое на диффузию значимого воздействия не оказывает.
| Типы полипропиленовых труб | Обозначение | Коэффициент температурного расширения, м×10 ⁻⁴ /˚С | Показатели диффузии кислорода, мг/м²× 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| PPR | 1.8 | 900 | |
| Многослойные трубы: | |||
| Полипропиленовые, армированные стекловолокном. | PPR-GF-PPR | 0.35 | 900 |
| Полипропиленовые, армированные алюминием. | PPR-AL-PPR | 0.26 | 0 |
Ниже на иллюстрации приведен пример маркировки полипропиленовой трубы:

1 – на первом месте обычно располагается название компании-изготовителя, наименование модели трубы или ее артикул.
2 – материал изготовления и строение трубы. В данном случае – это однослойная полипропиленовая. Трубы со стекловолоконным армированием обычно маркируются PPR-FG-PPR, с алюминиевым – PPR-AL-PPR.
Могут встречаться армированные трубы с внешним полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней участия не принимает.
3 – стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 – номинальные значения внешнего диаметра и толщины стенки.
5 – упоминавшийся выше тип трубы по номинальному рабочему давлению.
6 – перечень международных стандартов, которым соответствует изделие.
Трубы обычно реализуются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикует продажу с нарезкой, кратной 1 метру.
Ко всем трубам в продаже представлены многочисленные комплектующие – фитинги резьбовые, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американкой, муфты, тройники, переходы по диаметрам, отводы пол углом 90 и 45 градусов, заглушки, обводные петли, компенсаторы и другие необходимые детали. Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров грубой очистки воды, предназначенных для непосредственного впаивания в полипропиленовую трубную разводку.

Одним словом, подобное разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей – очень невысока, что позволяет приобрести их с определенным запасом, хотя бы для того, чтобы перед началом практического монтажа провести небольшое тренировочное занятие – так сказать, «набить руку».
Полипропилен является термопластичным полимером – при нагревании его структура начинает размягчаться, и при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, точнее даже – полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не изменяются, и при качественном соединении – обеспечении оптимального нагрева и требуемой степени сжатия, после обратной полимеризации границы как таковой быть не должно – получается полностью монолитный узел.
Именно на этом свойстве и базируются основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузной сваркой.
Подобная сварка (пайка) может проводиться муфтовым или стыковым способом.
Смысл ее в том, что любой соединительный узел предполагает использование двух деталей – это сама труба и муфта, внутренний диаметр которой несколько меньше, нежели наружный диаметр трубы. То есть в нормальном, «холодном» виде детали сопряжению не поддаются. Муфтой может выступать не только, простите за тавтологию, сама соединительная муфта, но и монтажный участок тройника, отвода, крана, резьбового фитинга и других комплектующих деталей.
Принцип проведения подобной сварки показан на схемах ниже.

Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно насаживаются на нагревательные элементы сварочного аппарата.
На сам рабочий нагреватель заранее соосно установлена пара нужного диаметра, состоящая из металлической муфты (поз. 4), в которую будет вставляться труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.

В период прогрева по внешней поверхности трубы и внутренней – муфты, образуется пояс расплавленного полипропилена, примерно одинаковой ширины и глубины (поз. 6). Важно правильно выбрать время прогрева, чтобы процесс расплава не захватил всю стенку трубы насквозь.

Обе детали одновременно снимаются с нагревателя, и соосно, с усилием, соединяются между собой. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно зайти в муфту до упора, на длину прогретого участка.

На этом этапе происходит процесс полифузии, остывания и полимеризации. В итоге получается надежное соединение, которое хотя на схеме и показано заштрихованным участком (поз. 7), но на деле, если взглянуть на разрез, то его вообще не видно – практически монолитная стенка.
Одно из главных отличий – стыкуются детали обязательно одинаковые по внутреннему и внешнему диаметру.

Первый шаг – это точная подгонка торцов, чтобы обеспечивалось идеальное их прилегание друг к другу.

Трубы поджимаются с двух сторон с торцевателю – вращающемуся диску (поз. 2) с точно выставленными ножами (поз. 3)

Трубы вновь поджимаются к центру, и на торцах, на всю толщину стенки, образуются области расплавления полипропилена (поз. 5).


И, по аналогии с предыдущим случаем, по мере остывания сварной шов полимеризуется, создавая надежное соединение двух труб.
Принцип кажется несложным, но это только на первый взгляд. При такой технологии сварки определяющее значение имеет точнейшая центровка сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей мере разницей в диаметрах деталей. В данном же случае требуется приложение значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможно соблюсти только при использовании специального, достаточно сложного аппарата станочного типа.

Существует немало аппаратов для стыковой сварки, но практически все они имеют мощную станину с направляющими и хомутами для зажатия труб под различные диаметры – для обеспечения соосности соединения, съемные или откидывающиеся торцеватель и нагреватель, механизм создания требуемого сжатия – ручной, гидравлический, с электроприводом и т.п.
Такая технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне – практически нулевая.

Существует еще и «холодный» способ сварки – с использованием клея на основе сильнодействующего органического растворителя. Смысл заключается в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали можно в это время соединить в нужном положении, а так как растворители обычно обладают высокой летучестью, быстро испаряются. то процесс обратной полимеризации начинается достаточно быстро.
Такая технология в большей степени подойдет для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобны способ соединения имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому особой востребованностью не пользуется, тем более что есть простая и доступная всем технология муфтовой полифузной сварки.
Итак, в дальнейшем будем рассматривать исключительно муфтовую полифузную сварку (пайку) . Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и принадлежностей.

К сварочному аппарату обязательно должны прилагаться комплекты «муфта-дорн» необходимых диаметров. Большинство аппаратов позволяют на своем нагревательном элементе одновременно разместить по две, а иногда – и по три пары рабочих насадок, что позволяет без перерывов на замену проводить монтаж системы, в которой используются трубы различных диаметров.
Если своего аппарата нет, и обстоятельства в настоящий момент не позволяют его приобрести, то многие магазины салоны практикуют краткосрочную аренду с посуточной платой – можно воспользоваться такой возможностью.
Если решились покупать аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по сходному принципу, однако имеют и определенные различия по компоновке и функциональности. Полезная информация для решившихся на такую покупку размещена в статье нашего портала, специально посвященной .
По тексту может встретиться определение аппарат для пайки труб – но это лишь «игра слов». Никакой разницы между этими понятиями в данном случае нет.

Конечно, можно отрезать трубу ножовкой, просто полотном по металлу или даже «болгаркой», но это – абсолютно не профессиональный подход, так как нужной точности и ровности реза такими инструментами не добиться.
аппарат для сварки полипропеленовых труб
— если труба имеет внешнее армирование, то потребуется шейвер, который зачистит алюминиевый слой в месте провара.

— если алюминиевый армированный слой расположен глубоко в толще стенки, то труба все равно требует предварительной подготовки, но в этом случае уже используется торцеватель.

Торцеватель внешне часто похож на шейвер, но разница между ними есть – она заключается в расположении ножей. У шейвера срез идет по касательной параллельно оси трубы, а у торцевателя, как понятно даже их названия, нож обрабатывает торец и снимает небольшую фаску.
Читайте полезную статью , а также ознакомьтесь с разновидностями и критериями выбора, на нашем портале.
Подробнее на этом моменте остановимся при рассмотрении технологии пайки труб.

А вот использовать растворители на базе ацетона, сложных эфиров, углеводородов – не следует, так как полипропилен не обладает стойкостью к ним, и стенки могут оплыть

Лучше всего для этого дела подойдут замшевые рабочие перчатки – они практически не стесняют движений, не начнут тлеть от контакта с раскаленным нагревателем, и надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно проводить не по месту, а, например, на верстаке в мастерской – некоторые аппараты даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том плане, что собранный узел затем достаточно быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагреве полипропилена выделяется газ с резким запахом. Запах еще не самое страшное – при длительном вдыхании может возникнуть серьезная интоксикация. Поверьте, опробовано на «собственной шкуре». Автор этих строк сутки провалялся с температурой под 39° после семи часов работы в достаточно просторном совмещенном санузле, с, казалось бы, неплохо работающей вентиляционной отдушиной. Не повторяйте ошибок!

Залог успеха – постараться максимально возможное количество узлов выполнить в удобном рабочем положении, на верстаке. Работать с паяльным аппаратом непосредственно на месте, да еще и в одиночку, без помощника – чрезвычайно сложная задача, и допустить погрешность при этом – очень несложно. Понятно, что таких операций полностью избежать не получится, но их количество должно быть сведено к возможному минимуму.

Есть сварочные аппараты и с цилиндрическим нагревательным элементов – у него несколько иное крепление рабочих элементов, по типу хомутного. Но разобраться в этом – несложно.

Даже при зафиксированной подставке аппарат может «вихляться» в ней – люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление – высверлить отверстие и вкрутить саморез. Когда паяльник нужен будет для выносной работы, снять это крепление – дело нескольких секунд.


Впрочем, у многих моделей имеются свои особенности индикации. Некоторые аппараты имеют даже цифровой дисплей с индикацией температуры. Во всяком случае, прибор «даст знать» что он прогрелся до необходимого уровня.


Вторая метка наносится, если имеет значение взаимное расположение сопрягаемых деталей. Например, на одной из сторон отрезка трубы уже вварен отвод 90°, а с другой предстоит смонтировать, скажем, тройник, но так, чтобы его центральный канал расположился под углом к отводу относительно оси. Для этого вначале точно определяют положение деталей, а затем наносят риску через границу, по обеим.

Особо много времени на выбор правильной позиции в ходе пайки уже не будет, а подобная «хитрость» поможет точно позиционировать сопрягаемые детали.
— С двух сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн. Труба должна зайти до сделанной отметки, соединительный элемент – до упора.

— После того как труба и соединительный элемент вставлены до конца, начинается отсчет времени прогрева. Для каждого диаметра установлен свой оптимальный срок, которым и следует руководствоваться.

— Как только время истекло, обе детали снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильно положение и, обязательно, соосность, вставить одну в другую с усилием и завести до той же отметки. Легкая корректировка, без проворачивания относительно оси, допускается только в течение одной-двух секунд.

— В этом положении детали должны удерживаться, без малейшего смещения, в течение установленного срока фиксации.

— После этого собранный узел не должен испытывать никакой нагрузки на время установленного периода остывания и полимеризации полипропилена. И только затем его можно считать готовым
Теперь – об основных параметрах, которых необходимо придерживаться при проведении монтажа. Для удобства восприятия они сведены в таблицу:
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: - Если свариваются тонкостенные трубы типа PN10, то период прогрева самой трубы сокращается вдвое, но время нагрева соединительной детали остается таким же, как указано в таблице. - Если работы проводятся ну улице или в холодном помещении при температуре ниже +5°С, то срок прогрева увеличивают на 50%. |
|||||||
Насчет уменьшения установленного времени прогрева (за исключением упомянутого в примечании к таблице случая) не может быть и речи – качественного соединения не получится, и узел обязательно со временем потечет. А вот по поводу некоторого незначительного увеличения - у мастеров единства взглядов нет. Мотивация здесь такова, что трубы различных производителей могут слегка отличаться материалом, то есть встречаются более жесткий или, наоборот, мягкий полипропилен. Но у мастеров есть наработанный опыт, точное знание используемого материала, а для новичка все же рекомендуемые показатели должны быть взяты за основу.
Добрый совет – при покупке труб и комплектующих – взять небольшой запас самых дешевых соединительных элементов, и провести эксперимент - тренировку. Можно подготовить несколько отрезком трубы и выполнить пробные пайки.
При качественной пайке внутри соединительного узла по окружности создается аккуратный буртик высотой порядка 1 мм, который не станет мешать свободному проходу воды. Снаружи также будет образован аккуратный буртик, не портящий внешнего вида соединения.
ножницы для труб

А вот перегрев уже чреват получением бракованного соединения. Расплавленный полипропилен начинает при совмещении деталей продавливаться внутрь, где образуется и застывает «юбка», в значительной мере закрывающая проход. Напор воды в таком водопроводе может быть пониженным, а кроме того, подобный дефект нередко со временем становится местом образования засоров.

Проведение подобного практического занятия поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Как уже упоминалось выше, здесь возможны два варианта – слой армирования расположен около поверхности трубы, или же в глубине стенки. Соответственно, различаются и методы подготовки трубы к свариванию.
Для этого используется специальный инструмент – шейвер. В него вставляют отрезок трубы и начинают проворачивать – установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и расположенный под ним алюминий.

Обработку ведут до упора трубы в дно инструмента – размеры шейвера предусмотрены такими, что он срежет фольгу ровно в той полосе, которая и требуется для сварного соединения при данном диаметре, то есть можно даже не проводить соответствующую разметку.
При пайке весь очищенный участок должен быть прогрет, а потом вставлен в соединительную деталь полностью. Оставлять снаружи даже тонкую полоску защищенной трубы – запрещается.
Если труба не будет защищена с торца, то проходящая под давлением вода будет пытаться расслоить ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой. Алюминий, кроме этого, может начать корродировать, терять свою прочность. Итогом такого расслоения сначала становятся «волдыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.

Выход - создать такие условия, чтобы при проведении сварки торец трубы и алюминиевый слой были бы полностью закрыты расплавленным полипропиленом. А этого можно достичь, проведя обработку специальным инструментом, о котором говорилось выше –торцевателем.
Внешне он может быть схожим с шейвером, но ножи его расположены иначе – они точно выровняют торец, срежут фаску и удалят тонкую, порядка 1.5 – 2 мм от обреза, полоску алюминиевой фольги по окружности. При прогреве и в ходе сопряжения деталей создаваемый буртик расплавленного полипропилена полностью закроет торец трубы, и узел получит необходимую надежность.
Трубы со стекловолоконным армированием никаких особенностей монтажа не имеют.

Работа «у стены» всегда более сложная, трудоемкая и нервная, так как приходится одной рукой удерживать достаточно тяжеловесный аппарат, одновременно обеспечивая подачу на нагрев обеих сопрягаемых деталей. Нередко без помощника такое сварное соединение выполнить практически невозможно. Поэтому и стоит свести количество подобным операций к минимуму.

Но при этом важно не допустить оплошность. Для соединения узла необходимо обеспечить определённую степень свободы сопрягаемым деталям – их нужно развести в стороны, чтобы установить между ними сварочный аппарат (плюс к этому нагревательная пара также имеет определенную ширину), затем аккуратно, без перекоса вставить в дорн и муфту, после прогрева обеспечить поступательное снятие, а затем – соединение. Необходимо заранее предусмотреть этот момент – хватит ли имеющегося люфта, чтобы выполнить все эти манипуляции.

Выходом может стать вваривание в разрезанную трубу разборной соединительной пары – резьбового фитинга и муфты с накидной гайкой-«американкой». Соединение получается надежным, а припаять такие элементы даже в подобных сложных обстоятельствах – уже не составит труда.

Поэтому – совет напоследок: применяйте качественные трубы одного производителя. Наверное, понятно, что и все комплектующие тоже должны быть этого же бренда.
В завершение публикации – познавательный видеосюжет о пайке полипропиленовых труб:
Трубы и фитинги из полипропилена сегодня можно сказать в тренде. Их применяют для внутри домовых и квартирных сантехнических и отопительных разводок и сетей. Популярность этого материала обусловлена в первую очередь удобством работы с ним. В отличие от металлических труб, их не нужно сгибать трубогибом, нарезать резьбу и варить сваркой. Вся трудоемкость этой профессии осталась в прошлом с приходом такого материала, как полипропилен.
Основным инструментом для работы с полипропиленовых изделиями считается электрический паяльник или утюг. В заводском комплекте он оборудован насадками-гильзами для спайки труби фитингов стандартных диаметров. Их можно купить и отдельно. Но бывают случаи, когда по каким-либо причинам заводской паяльник не доступен и нет возможности его купить, а из всех деталей в наличии только сварочные насадки. Вот тут как раз и пригодится самодельный сантехнический паяльник.
Эта самоделка из разряда «дунул, плюнул и дело сделал». Собрать ее можно буквально на коленях из старого утюга и деревянного бруска. С таким самодельным нагревателем вы точно спасете ситуацию, и справитесь с пайкой полипропиленовых труб. А как его сделать, мы сейчас покажем.
Что понадобится для сборки паяльника
Из инструментов необходимо иметь: дрель или шуруповерт с крестовой насадкой для саморезов, сверла диаметром 6-8 мм, шлифовальный станок или наждачку, малярный нож, плоскогубцы и молоток.
Собираем самодельный паяльник для полипропиленовых труб
Первым делом разбираем бытовой утюг, отключая подошву от терморегуляторов. Остальная часть утюга нам больше не понадобится. 

Далее подготавливаем деревянный брусок. При необходимости его можно распилить, прострогать или же просто почистить на наждачном круге, как это сделал автор самоделки (фото).

Для закрепления бруска просверливаем несколько отверстий на подошве утюга, в свободной от нагревательного элемента зоне. Диаметр сверла должен быть меньше ширины шляпки самореза.

Подогнанный по сечению брусок вставляем в паз подошвы, и крепим на несколько саморезов с помощью шуруповерта и крестовой насадки.

На конце контактной группы нагревателя имеются болты. Под них сверлим пазовые отверстия с обеих сторон бруска, и разворачиваем контакты плоскогубцами для их подключения.

Пластины контактов прижимаем несколькими саморезами – прессшайбами. 

Недалеко от окончания подошвы просверливаем отверстие под прижимной болт для гильз. Теперь можно закрепить несколько парных сварочных насадок. Садим их на прижимной болт, и подтягиваем шестигранным ключом.

Все что остается, это подключить кабель питания к контактной группе, и обмотать зону контактов на рукоятке изолентой.


Паяльник готов к работе. Такое устройство можно применять для спайки полипропиленовых труб и фитингов, производя сантехническую или отопительную разводку.

Заключение
Несмотря на простоту конструкции, ее нельзя считать полностью доработанной. В ней отсутствует терморегулятор нагрева с защитной автоматикой. Эргономика инструмента тоже оставляет желать лучшего, ведь такое устройство должно устойчиво стоять на ребре во время работы. Однако этот самодельный аппарат служит доказательством, что при желании даже специализированный инструмент можно собрать из подручных деталей.
Смотрите видео
Как изготовить самодельный паяльник для полипропиленовых труб? У хорошего мастера всегда есть под рукой высококачественные инструменты. Даже в домашних условиях всегда есть инструмент, а если подходящего не найдется, можно собрать самим. Если вы надумали сменить канализационные, водопроводные, отопительные трубы, обязательно понадобится паяльник для полипропиленовых труб.
Для сварки полипропиленовых труб используется специальный паяльник, действующий по принципу утюга.
Сейчас очень редко можно встретить железные или чугунные трубы, большую популярность приобрел пластиковый материал.
Существует очень большой выбор данного продукта. Продавцы-консультанты будут предлагать вам множество инструментов, но не ответят, какой из них лучше. Поэтому в первую очередь надо обратить внимание на страну-производителя. Сейчас в рейтинге самых популярных паяльников первое место занимает Чехия, следом за ней – Турция, на третьем месте Россия, а на четвертом – Китай.
Такой аппарат используют для нагревания концов полипропиленовых труб и дальнейшего соединения их друг с другом. Аппарат изготовлен так, что можно работать с разными диаметрами труб. Чтобы все получилось правильно, нужно знать температурный режим оборудования. Конфигурация паяльника состоит из подошвы, двух нагревательных ТЭНов, насадок различных диаметров, которые крепятся в специальные отверстия.

Паяльник позволяет легко соединять концы полипропиленовых труб любых размеров.
Чтобы понять принцип работы паяльника, его можно сравнить с работой утюга. Но утюг оснащен одним нагревающим ТЭНом, а полипропиленовый паяльник – двумя. А также у него имеется терморегулятор и дополнительно встроенный инструмент – рулетка. Еще в комплекте идет спиртовой маркер, уровень, резак для пластиковых труб.
Чтобы правильно начать им работать, нужно сначала изучить технологию пайки. Паяльник следует установить на специальные ножки (они у вас в комплекте), а только потом включить в сеть.
Выбирайте элемент по размеру разъема, который предназначен для самой пайки. Нагреваете до максимальной температуры, соединяете концы очень быстро и ровно и придавливаете друг к другу.
Чтобы все хорошо получилось с первого раза, паяльник необходимо разогреть для максимальной температуры – примерно 20 минут, потом 5 минут нужно подождать, чтобы сами насадки разогрелись.
Сам процесс пайки займет около минуты, но лучше прочитайте в инструкции к аппарату. Если произошла пауза в самом процессе пайки, не пытайтесь повторно нагревать, так как трубы пластиковые и сам материал растягивается, а это значит, что шов может пострадать.
Вернуться к оглавлению

Если прибор вам не по карману или нет лишних средств для приобретения паяльника для полипропиленовых труб, надо его сделать своими руками.
Эту технику можно сделать на основе старого утюга.
Вам понадобятся:
Вернуться к оглавлению

Самодельный паяльник для полипропиленовых труб удобнее всего изготовить из старого утюга.
С плиты утюга убирают регулятор температуры.
Удаляют все ненужные выступы и проводки, должна остаться одна голая плита.
Сходите к токарю и закажите два наконечника, один для трубы, а другой – для фасонины (под штуцер и гайку). Размеры берите сами, для этого измеряйте диаметр своей трубы.
Когда токарь все сделает, с помощью дрели сверлите отверстие диаметром около 6 мм, берете болты и прикручиваете наконечники.
На противоположной стороне от носа утюга сверлите отверстие таким размером, чтобы свободно можно было установить термопару.
Все детали соединяют и собирают в кожух.
Берут провод длиной примерно 1 м и присоединяют к термопаре.
Потом берут другой провод такой же длины и присоединяют к нагревательному элементу. Выводят наружу через верх рукоятки.
Саму рукоятку крепят с внешней стороны кожуха.
На следующем этапе нужно, чтобы между кожухом и плиткой образовалось пространство, его надо заполнить термоизолятором, можно взять простую асбестовую вату.

У вас должно получиться так, что будут выступать два наконечника за пределы кожуха, их нужно термоизолировать.
Теперь размещают сам терморегулятор, его нужно расположить отдельно и желательно в пластиковом корпусе. Можно использовать оргстекло и дихлорэтан.
Для индикации может пригодиться старый магнитофон, там есть индикатор, а в нем стрелочки и, главное, нулевая метка. По всем правилам эта метка будет составлять 270°.
Если стрелка будет показывать в красном секторе, значит, температура выше нормы, а если в желтом – ниже.
Еще один немаловажный элемент – это резистор, он выведен снаружи корпуса терморегулятора.
Он будет показывать, работает ли нагревательный элемент.
Сам процесс состоит в следующем. Как только вы включите паяльник в розетку, ручкой нужно выставить температуру 270°.
Загорится светодиод и даст сигнал о том, что паяльник начинает нагреваться до нужной температуры, а когда он погаснет – можно приступать к работе.
Решать, что лучше – собрать своими руками или купить, только вам. Новый паяльник на строительном рынке обойдется в 15-18 тыс. руб. Если захотите собрать самостоятельно, это будет стоить всего около 2 тыс. руб. так как старый утюг всегда есть в гараже у любого хозяина.
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Аппарат для сварки  Разновидности фитингов для полипропилена
Разновидности фитингов для полипропилена
Для полноценной работы потребуется следующий список инструментов.
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:


Видео-инструкция покажет, как производится сварка полипропиленовых труб.


Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез 
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования 
При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.











