नौसिखिए शिल्पकार जिन्होंने अभी-अभी फर्नीचर और अन्य लकड़ी के उत्पादों के निर्माण के रूप में इस तरह के एक दिलचस्प और कठिन व्यवसाय में शामिल होना शुरू किया है, वे अक्सर खो जाते हैं और समझ नहीं पाते हैं कि उन्हें इस या उस मामले में किस उपकरण की आवश्यकता है। हां, और उनके संचालन के नियमों से पूरी तरह से स्वतंत्र रूप से निपटना बहुत ही समस्याग्रस्त है। हम बढ़ईगीरी में सबसे अपरिहार्य उपकरणों में से एक के बारे में एक संक्षिप्त निर्देश पढ़ने का सुझाव देते हैं।
केवल दो मुख्य प्रकार के कटर हैं, जिनका विभाजन उनके उपयोग के स्थान के अनुसार होता है:
इनमें से प्रत्येक प्रजाति में विभिन्न प्रयोजनों के लिए उपयोग की जाने वाली उप-प्रजातियों की एक विस्तृत श्रृंखला है। मुख्य प्रकारों के बीच मुख्य अंतर यह है कि पहले वाले में एक गाइड बेयरिंग होती है जो भाग के किनारे पर टिकी होती है और नोजल के ब्लेड को आवश्यकता से अधिक कूदने से रोकती है। दूसरे रूप में, यह तत्व अनुपस्थित है, इसलिए इसका उपयोग उत्पाद के किसी भी भाग पर किया जा सकता है।
 मैनुअल राउटर के लिए मुख्य प्रकार के कटर
मैनुअल राउटर के लिए मुख्य प्रकार के कटर  मैनुअल राउटर भाग 3 के लिए कटर के प्रकार
मैनुअल राउटर भाग 3 के लिए कटर के प्रकार
1. प्रोफाइल।
उनका उपयोग संरचना की अखंडता या मजबूती के लिए जिम्मेदार तत्वों को बनाने के लिए नहीं किया जाता है। उनका उद्देश्य विशुद्ध रूप से सजावटी तत्वों का निर्माण, उत्पाद के किनारों की सजावट है।
2. पतला।
अक्सर तेज किनारों को चिकना करने के लिए उपयोग किया जाता है। उन्होंने एक आयताकार किनारे को 45 डिग्री के कोण पर काटा।
3. कालेवोचन।
पिछले संस्करण की तरह, उनका उपयोग कोनों को चिकना करने के लिए किया जाता है। किनारे को काट लें और इसे एक सर्कल के एक चौथाई हिस्से में एक प्रोफाइल में बदल दें। नोजल की त्रिज्या 3 मिमी से 1.6 सेमी तक भिन्न हो सकती है।
4. डिस्क।
इसका उपयोग तब किया जाता है जब पूरी लंबाई के साथ एक ही अक्षांश के साथ एक सीधे खांचे को काटना आवश्यक होता है।
5. सीवन।
उत्पाद के किनारे के साथ एक आयताकार किनारे बनाने के मामलों में आवश्यक है।
6. पट्टिका।
वे सख्ती से सजावटी उद्देश्य लेते हैं, किनारे के साथ गोलाकार अवकाश बनाते हैं।
मैनुअल राउटर भाग 2 के लिए कटर के प्रकार लकड़ी के राउटर के साथ काम करते हैं कटर के एक सेट के साथ मैनुअल राउटर
1. आयताकार।
काम के बारे में अधिकांश वीडियो में, इन नोजल के उपयोग को मैन्युअल रूप से दिखाया गया है। उनकी मदद से उत्पाद में आयताकार चैनल भी बनाए जाते हैं। कनेक्टिंग ग्रूव बनाने के लिए उपयोग किया जाता है।
2. पट्टिका।
एक गोल तल वाले चैनलों को भी काटें। मोटे तौर पर, उनका उपयोग केवल सजावटी उद्देश्यों के लिए किया जाता है।
3. त्रिकोणीय (वी-आकार)।
इस तरह के नोजल के साथ लकड़ी के राउटर के साथ काम करते समय, चैनलों को भी एक त्रिकोण जैसा आकार में काट दिया जाता है, जिसके शीर्ष को उत्पाद में गहराई से निर्देशित किया जाता है। पतली वर्कपीस पर खांचे काटने के लिए सबसे उपयुक्त।
4. "दोस्ती"
उन्होंने चैनलों को काट दिया, जिसका निचला भाग उनके ऊपरी हिस्से से चौड़ा है। उनकी मदद से बहुत मजबूत खांचे के जोड़ बनते हैं।
मैनुअल राउटर के साथ काम करने के बारे में एक वीडियो देखने के बाद, यह पता लगाना आसान होगा कि उपकरण को सही तरीके से कैसे सेट किया जाए, रोपण की गहराई को कैसे समायोजित किया जाए और इसके कटर का स्थान कैसे निर्धारित किया जाए। इसके अलावा, आप उन सुरक्षा नियमों को जानेंगे जिनका काम के दौरान पालन किया जाना चाहिए। और अब आइए अन्य महत्वपूर्ण बारीकियों को देखें।
उपकरण आंदोलन दिशा
राउटर के साथ काम करते समय, कई शिल्पकार इस पद्धति का उपयोग करने की सलाह नहीं देते हैं, क्योंकि उपकरण के वर्कपीस से बाहर आने का एक उच्च जोखिम होता है। लेकिन यह सबसे अच्छा विकल्प है, जो फाइबर को अलग करने से बचने में मदद करेगा, साथ ही उत्पाद के किनारे को दबाने में मदद करेगा, जिसे संसाधित करने की आवश्यकता नहीं है। नोजल दक्षिणावर्त घूमता है, जिसका अर्थ है कि उपकरण को वामावर्त जाना चाहिए। ब्लेड की गति की दिशा में आगे बढ़ने से उपरोक्त समस्याओं का बड़ा खतरा होता है।
नोजल रोटेशन स्पीड
यह उपकरण काफी तेज गति से काम करता है। लेकिन किस प्रकार की लकड़ी को संसाधित किया जा रहा है और किस आकार के नोजल का उपयोग किया जाता है, इसके आधार पर रोटेशन की गति का चयन किया जाएगा। लकड़ी की प्रजाति जितनी नरम होती है, उतनी ही अधिक गति का चयन किया जाता है। नोजल का आकार जितना बड़ा होगा, गति उतनी ही धीमी होगी। सटीक आंकड़े आमतौर पर निर्देशों में दिए गए हैं।
इस उपकरण के साथ काम करना इतना मुश्किल नहीं है, और बदले में आपको व्यापक संभावनाएं मिलेंगी। वे बड़े कारखानों में उपयोग किए जाने वाले विशेष पेशेवर उपकरणों को भी सफलतापूर्वक बदल सकते हैं।
प्रसंस्करण लकड़ी, छोरों को सम्मिलित करना, तकनीकी छेद और अवकाश बनाना, लकड़ी की नक्काशी - यह सब इस तरह के एक उपकरण द्वारा मिलिंग कटर के रूप में किया जा सकता है। इसके अलावा, यह न केवल पेशेवर उपकरणों द्वारा किया जा सकता है, बल्कि अपेक्षाकृत सस्ते मैनुअल नमूनों द्वारा भी किया जा सकता है। लेकिन मैनुअल वुड राउटर के साथ काम करने के लिए कुछ तकनीकों और नियमों के ज्ञान की आवश्यकता होती है। यह सब लेख में है।
मिलिंग कटर लकड़ी या धातु के प्रसंस्करण के लिए एक उपकरण है। वे सपाट और आकार की सतहों को संसाधित करते हैं, और तकनीकी खांचे भी बनाते हैं - एक नाली, एक कंघी, टिका लगाने के लिए अवकाश, आदि। स्थापना विधि के अनुसार, स्थिर मशीनें हैं (विभिन्न कार्यों को करने के लिए विभिन्न प्रकार हैं), और मैनुअल मिलिंग मशीन हैं। मैनुअल इलेक्ट्रिक मिलिंग कटर एक सार्वभौमिक उपकरण है जो आपको किसी भी ऑपरेशन को करने की अनुमति देता है। ऑपरेशन को बदलने के लिए, आपको बस नोजल - कटर और / या उसके स्थान को बदलने की जरूरत है।
मशीन टूल्स का उपयोग मुख्य रूप से बड़े पैमाने पर उत्पादन में किया जाता है। उनमें, कटर गतिहीन स्थापित होता है, और वर्कपीस एक निश्चित प्रक्षेपवक्र के साथ चलता है। मैनुअल मिलिंग कटर के साथ काम करते समय, स्थिति विपरीत होती है - वर्कपीस को गतिहीन रूप से तय किया जाता है, मिलिंग कटर को स्थानांतरित किया जाता है। समान भागों की बड़ी मात्रा को संसाधित करते समय, एक क्षैतिज सतह पर एक हाथ राउटर को ठीक करना अधिक सुविधाजनक होता है, जो मिलिंग मशीन के समान होता है।
घर का बना मिलिंग मशीन - बीच में एक छेद वाला एक क्षैतिज विमान, जिसमें नीचे से एक मैनुअल राउटर जुड़ा होता है
कई अलग-अलग प्रकार की मिलिंग मशीनें हैं, लेकिन घरेलू DIYer या अर्ध-पेशेवर उपयोग के लिए, सार्वभौमिक अधिक उपयुक्त हैं। वे विभिन्न कटर और विशेष उपकरणों से लैस हैं, जो आपको कोई भी ऑपरेशन करने की अनुमति देता है। एक विशेष मशीन की तुलना में उन्हें पूरा करने में बस अधिक समय और कौशल लगता है।
मैनुअल मिलिंग कटर से क्या किया जा सकता है:

इसी तरह के संचालन का उपयोग बढ़ईगीरी में, फर्नीचर के निर्माण और संयोजन में किया जाता है। यहां तक कि दरवाजे पर ताला या टिका लगाएं - यह एक मैनुअल मिलिंग कटर द्वारा भी किया जा सकता है। इसके अलावा, यह समान संचालन की तुलना में इसे बहुत तेज और अधिक सुरुचिपूर्ण ढंग से करेगा, लेकिन एक हाथ उपकरण के साथ किया जाएगा।
मैनुअल राउटर के साथ काम करने के सिद्धांतों को समझने के लिए, इसकी संरचना और भागों के उद्देश्य का कम से कम एक सामान्य विचार होना वांछनीय है।
मैनुअल इलेक्ट्रिक मिलिंग कटर में एक आवास होता है जिसमें मोटर छिपा होता है। एक धारक शरीर से बाहर निकलता है, जहां कोलेट्स डाले जाते हैं। कोलेट छोटे एडेप्टर होते हैं जो विभिन्न टांगों के साथ कटर के उपयोग की अनुमति देते हैं। एक कटर पहले से ही कोलेट में डाला जाता है और एक क्लैंपिंग बोल्ट के साथ कड़ा होता है (कुछ मॉडलों पर इसे एक बटन के साथ तय किया जाता है)।

हैंड राउटर का एक अन्य महत्वपूर्ण विवरण प्लेटफॉर्म है, जो दो छड़ों के साथ शरीर से जुड़ा होता है। मंच आमतौर पर धातु से बना होता है। प्लेटफॉर्म के नीचे एक स्लाइडिंग प्लेट है। यह एक चिकनी सामग्री से बना है जो सुनिश्चित करता है कि उपकरण सुचारू रूप से चलता है क्योंकि यह भाग के माध्यम से चलता है।
मिलिंग कटर के मापदंडों को निर्धारित करके किया जाता है:
साथ ही केस पर ऑन/ऑफ बटन जरूर रखें, इसमें लॉक बटन भी हो सकता है। यहाँ, संक्षेप में, सभी नोड्स हैं। इसके अलावा, एक समानांतर स्टॉप भी है जो उपयोग करने के लिए काफी सुविधाजनक है। यह सरल या समायोज्य हो सकता है - आप काटने वाले हिस्से को थोड़ा दाएं या बाएं स्थानांतरित कर सकते हैं।
कारखाने से, उपकरण को चिकनाई दी जाती है, इसलिए सिद्धांत रूप में, कोई अतिरिक्त संचालन की आवश्यकता नहीं होती है। लेकिन उपकरण को साफ रखना आवश्यक है - धूल को अधिक बार साफ करना आवश्यक है, यदि आवश्यक हो तो स्नेहक बदलें। चलती भागों के लिए स्नेहन की आवश्यकता होती है - गाइड। आप तरल एरोसोल स्नेहक (अधिमानतः) का उपयोग कर सकते हैं, लेकिन आप साधारण ग्रीस-प्रकार "लिटोल" का भी उपयोग कर सकते हैं। लेकिन, मोटे स्नेहक का उपयोग करते समय, उन्हें समय-समय पर हटाना होगा, क्योंकि चिप्स और धूल चिपक जाती है, काम करना मुश्किल हो जाता है। हल्के एरोसोल योगों का उपयोग करते समय, व्यावहारिक रूप से कोई चिपकना नहीं होता है।
एकमात्र आसानी से स्लाइड करने के लिए, आप इसे सिलिकॉन ग्रीस के साथ चिकनाई कर सकते हैं। टेम्प्लेट के साथ काम करते समय यह विशेष रूप से उपयोगी होता है। फिर उपकरण सचमुच ग्लाइड होता है, आसानी से और झटके के बिना चला जाता है।
लकड़ी, मिश्रित, प्लाईवुड, आदि पर एक मैनुअल मिलिंग कटर के साथ काम करें। बुनियादी पैरामीटर सेट करने के साथ शुरू होता है। सबसे पहले आपको रोटेशन की गति निर्धारित करने की आवश्यकता है। यह चयनित कटर और सामग्री की कठोरता और राउटर की विशेषताओं के आधार पर चुना जाता है, इसलिए निर्देश मैनुअल में सटीक सिफारिशें मांगी जानी चाहिए।

अगला, एक कटर स्थापित किया गया है। अधिकांश ब्रांडेड कटर में ऐसे निशान होते हैं जिन्हें आप नेविगेट कर सकते हैं। यदि वे उपलब्ध नहीं हैं, तो न्यूनतम टांग (बेलनाकार भाग) की लंबाई के कम से कम 3/4 भाग को जकड़ना चाहिए। कटर को आवश्यक गहराई में डालें (यदि आवश्यक हो, पहले एक कोलेट स्थापित करके - विभिन्न कटर व्यास के लिए एक एडेप्टर चक), शाफ्ट को ठीक करें, इसे एक ओपन-एंड रिंच के साथ कस लें जब तक कि यह बंद न हो जाए (लेकिन ओवरटाइट न करें)।

यदि मॉडल सरल है, तो दो चाबियों की आवश्यकता होती है। वे शाफ्ट को अवरुद्ध करने के लिए एक तंत्र प्रदान नहीं करते हैं, दूसरी कुंजी को इसे पकड़ने की आवश्यकता होगी। मध्यम वर्ग के उपकरणों में लॉक बटन होता है। इसे बंद करके, एक ओपन-एंड रिंच के साथ कटर को कस लें। महंगे मॉडलों में, अवरुद्ध करने के अलावा, एक शाफ़्ट होता है जिसके द्वारा आप नेविगेट कर सकते हैं।
मैनुअल राउटर के प्रत्येक मॉडल में एक निश्चित ओवरहैंग होता है - यह अधिकतम गहराई है जिससे यह इकाई सामग्री को संसाधित करने में सक्षम है। मिलिंग की अधिकतम गहराई हमेशा आवश्यक नहीं होती है, फिर इसके समायोजन की आवश्यकता होती है। यहां तक कि अगर बहुत गहराई तक मिल करना आवश्यक है, ताकि कटर और इकाई को बहुत अधिक अधिभार न डालें, इसे कई स्तरों में विभाजित किया जा सकता है। इसके लिए एक रिवॉल्वर है। यह बार के नीचे एक छोटी सी डिस्क है जिसमें विभिन्न ऊंचाइयों - पैरों के कई स्टॉप होते हैं। पैरों की संख्या तीन से सात तक है, और अधिक का मतलब बेहतर नहीं है। यदि प्रत्येक पैर की ऊंचाई को समायोजित करना संभव हो तो यह अधिक सुविधाजनक है। यह उपकरण के वर्ग को दर्शाता है। बुर्ज को वांछित स्थिति में ठीक करने के लिए, एक कुंडी होती है, जिसे आमतौर पर ध्वज के रूप में बनाया जाता है।
मैनुअल राउटर पर मिलिंग की गहराई को सेट करना कई चरणों में होता है:


अब, जब वर्कपीस पर स्थापित किया जाता है और ऊपरी हिस्से पर दबाव डाला जाता है, तो कटर निर्धारित दूरी पर भाग में प्रवेश करेगा।

अच्छे राउटर पर मिलिंग की गहराई के ठीक समायोजन के लिए एक पहिया होता है। यह आपको सेटिंग्स को खटखटाए बिना गहराई को समायोजित करने की अनुमति देता है (आपको पूरे ऑपरेशन को दोहराने की आवश्यकता नहीं है), यद्यपि छोटी सीमाओं के भीतर (ऊपर की तस्वीर में यह एक हरा पहिया है)।
मिलिंग कटर ऐसे उपकरण हैं जो सतह को संसाधित और आकार देते हैं। इनमें एक बेलनाकार भाग होता है, जिसे यूनिट होल्डर में कोलेट्स और एक कटिंग पार्ट द्वारा जकड़ा जाता है। बेलनाकार भाग विभिन्न व्यास का हो सकता है। वह चुनें जिसमें एक कोललेट हो जिसके लिए आपकी मशीन में हो। काटने वाले हिस्से के ब्लेड का आकार और स्थान उस रूप को निर्धारित करता है जो लकड़ी प्रसंस्करण के बाद प्राप्त करता है। कुछ कटर (किनारों के लिए) में एक थ्रस्ट रोलर होता है। यह काटने की सतह से वर्कपीस तक की दूरी तय करता है।

एक मैनुअल वुड राउटर के साथ काम करने में एक निश्चित संख्या में मिलिंग कटर की उपस्थिति शामिल होती है। यह जो मौजूद है उसका एक छोटा सा हिस्सा है
विभिन्न धातुओं और मिश्र धातुओं से कटर बनाएं। नरम लकड़ी के प्रसंस्करण के लिए - देवदार, स्प्रूस, आदि। - कठोर मिश्र धातुओं (एचएम) से कठोर चट्टानों - ओक, बीच और अन्य - के लिए पारंपरिक नोजल (एचएसएस) का उपयोग करें।
प्रत्येक कटर में एक निश्चित संसाधन और अधिकतम गति होती है, जो न्यूनतम रनआउट के साथ सामान्य संचालन सुनिश्चित करती है। अनुशंसित गति से अधिक न करें - इससे राउटर को नुकसान हो सकता है। अगर यह सुस्त है तो कटर को तेज करने का भी कोई मतलब नहीं है। वे इसे विशेष उपकरण (लगभग $ 1000 के लायक) पर करते हैं, जहां आप आवश्यक तीक्ष्ण कोण सेट कर सकते हैं। मैन्युअल रूप से कुछ भी अच्छा नहीं किया जा सकता है। इसलिए कुंद वाले को बदलना आसान (और सस्ता) होता है, क्योंकि उनकी लागत अपेक्षाकृत कम होती है।
राउटर बिट्स के कई प्रकार हैं जिनका सबसे अधिक उपयोग किया जाता है।

धातु के एक टुकड़े से बने साधारण मिलिंग कटर होते हैं, टाइपसेटिंग होते हैं। टाइप-सेटिंग में एक टांग होती है - एक आधार, विभिन्न काटने वाले विमानों का एक निश्चित सेट, विभिन्न मोटाई के वाशर का एक सेट। इन विवरणों से, आप स्वतंत्र रूप से आवश्यक राहत बना सकते हैं।

टाइप-सेटिंग कटर - कई काटने वाली सतहों और वाशर का एक सेट जिससे आप आवश्यक आकार का कटर बना सकते हैं
ये सबसे लोकप्रिय प्रकार के कटर हैं, लेकिन वास्तव में उनमें से बहुत सारे हैं। टांगों के विभिन्न व्यास के अलावा, काटने की सतहों के विभिन्न व्यास, उनकी ऊंचाई, एक दूसरे के सापेक्ष चाकू का स्थान आदि होते हैं। सामान्य तौर पर, डू-इट-ही-मिलिंग के लिए आमतौर पर सबसे आम मिलिंग कटर में से लगभग पांच की आवश्यकता होती है। वे आम तौर पर हर समय मौजूद रहते हैं, और बाकी को विशिष्ट प्रकार के काम के लिए खरीदा जाता है।
एक इलेक्ट्रिक मिलिंग कटर एक खतरनाक चीज है - तेज गति से घूमने वाले तेज काटने वाले हिस्से गंभीर चोटों का कारण बन सकते हैं, और उपकरण के नीचे से उड़ने वाले चिप्स भी। और यद्यपि अधिकांश मॉडलों में एक सुरक्षा कवच होता है जो चिप्स के मुख्य प्रवाह को दर्शाता है, काले चश्मे हस्तक्षेप नहीं करेंगे। तो एक मैनुअल वुड राउटर के काम में ध्यान और एकाग्रता की आवश्यकता होती है।

मॉडलों में से एक - चिप्स को हटाने के लिए एक कनेक्टेड वैक्यूम क्लीनर के साथ
एक मैनुअल लकड़ी के राउटर के साथ काम करना आसान और अधिक सुखद होगा, अगर कुछ शर्तों को पूरा किया जाता है तो उत्पाद सामान्य गुणवत्ता के हो जाएंगे:

ऐसी जटिल आवश्यकताएं नहीं हैं, लेकिन उनका कार्यान्वयन अच्छे कार्य और सुरक्षा की कुंजी है। खैर, मुख्य आवश्यकता यह है कि मिलिंग कटर को बिना झटके, झटके के सुचारू रूप से चलाया जाना चाहिए। यदि तेज धड़कन महसूस हो, तो गति बदल दें। सबसे अधिक बार, इसे कम करने की आवश्यकता होती है, लेकिन सामान्य तौर पर यह निर्माता की सिफारिशों (पैकेज पर उपलब्ध) पर ध्यान देने योग्य है।
एक साधारण बोर्ड के किनारे को संसाधित करना एक मोटाई पर ले जाने के लिए आसान और तेज़ है, लेकिन यदि यह नहीं है, तो एक मैनुअल मिलिंग कटर भी सामना करेगा, लेकिन इसमें केवल अधिक समय लगेगा। दो तरीके हैं: बिना टेम्पलेट के और टेम्पलेट के साथ। यदि राउटर के साथ यह पहला अनुभव है, तो टेम्पलेट का उपयोग करना बेहतर है। बोर्डों के किनारों को संसाधित करते समय, सीधे किनारे वाले कटर की आवश्यकता होती है, और, सबसे अधिक संभावना है, दो की आवश्यकता होगी - शुरुआत में असर के साथ और काटने वाले हिस्से के अंत में (चित्रित)।

किनारे के प्रसंस्करण के लिए - एक सपाट सतह बनाएं
एक टेम्पलेट के रूप में, आप पहले से संसाधित बोर्ड या, उदाहरण के लिए, एक भवन नियम का उपयोग कर सकते हैं। टेम्प्लेट की लंबाई वर्कपीस की लंबाई से थोड़ी लंबी होनी चाहिए - प्रत्येक तरफ 5-6 कटर रेडी। इससे कटर के "गोता" को शुरुआत में और अंत में सामग्री में जाने से बचना संभव हो जाएगा। एक महत्वपूर्ण बिंदु: क्षैतिज विमान (वर्कपीस के लंबवत) समतल होना चाहिए। किसी भी मामले में, इसकी वक्रता असर और काटने वाले हिस्से के बीच की खाई से अधिक नहीं होनी चाहिए, अन्यथा कटर टेम्पलेट को छू लेगा, और यह बहुत खराब है - यह अपूर्ण हो जाता है और अन्य प्रतियों पर लागू अनियमितताएं दिखाई देंगी।
कटर के काटने वाले हिस्से की अलग-अलग लंबाई होती है, लेकिन काटने वाला हिस्सा जितना बड़ा होता है, काम करना उतना ही मुश्किल होता है - यूनिट को पकड़ने के लिए अधिक प्रयास करना पड़ता है। इसलिए, मध्यम कटर से शुरू करना आसान है। राउटर (टेम्पलेट के साथ) के साथ किनारे को संसाधित करने का क्रम इस प्रकार है:
इस पर, वास्तव में, सब कुछ। आपके द्वारा पैसेज को पूरा करने के बाद, परिणाम का मूल्यांकन करें, क्लैम्प्स को हटा दें।
वैसे, यह वर्कपीस के किनारे या उसके कुछ हिस्से में एक चौथाई को हटाने का एक और तरीका है। एक चौथाई निकालने के लिए, काटने वाले हिस्से को सेट करें ताकि प्रसंस्करण एक निश्चित गहराई का हो।

कटर को एक घुंघराले (पट्टिका) में बदलकर और टेम्पलेट को स्थानांतरित करके या किट के साथ आने वाले स्टॉप का उपयोग करके, आप वर्कपीस (नीचे चित्रित) के लिए एक अनुदैर्ध्य पैटर्न लागू कर सकते हैं।

सामान्य तौर पर, यह मिलिंग तकनीक काफी सुविधाजनक है। वुडवर्किंग में पहले चरणों के लिए, "अपना हाथ भरने" का यह सबसे अच्छा तरीका है, फिर बिना गाइड के भी किनारों को समतल करना संभव होगा।

यदि वर्कपीस की मोटाई कटर के काटने वाले हिस्से की लंबाई से अधिक न हो तो क्या करें? इस मामले में, मैनुअल वुड राउटर के साथ काम जारी है:

अब किनारे को एक तरफ पूरी तरह से प्रोसेस किया जाता है। यदि आवश्यक हो, तो दूसरी तरफ से दोहराएं। सामान्य तौर पर, एक मैनुअल वुड राउटर के काम में महारत हासिल करने के लिए, आपको कई "रफ" ब्लैंक की आवश्यकता होगी। उन लोगों में से चुनें जिन्हें फेंकने के लिए कोई दया नहीं है - पहले तो बहुत सारे जाम होंगे, फिर धीरे-धीरे सीखें।
यदि आपको किनारे के गोल या किसी अन्य आकार की भी आवश्यकता नहीं है, तो आपको मौजूदा किनारे की स्थिति को देखने की आवश्यकता है। यदि वर्कपीस कम या ज्यादा है, तो आवश्यक एज कटर लें, इसे स्थापित करें और सतह को संसाधित करें, जैसा कि ऊपर वर्णित है। यदि सतह बहुत घुमावदार है, तो इसे पहले सामान्य स्थिति में लाया जाता है, और फिर मिल्ड किया जाता है।

यह आवश्यक है क्योंकि असर रोलर सतह पर लुढ़कता है और यदि खामियां हैं, तो उन्हें कॉपी किया जाएगा। इसलिए, लगातार कार्य करें - पहले स्तर पर, फिर - वक्रता दें।
यदि एक घुमावदार सतह बिल्कुल उबाऊ है, तो एक टेम्पलेट काट दिया जाता है। ड्राइंग को 8-12 मिमी की मोटाई के साथ प्लाईवुड पर लागू किया जाता है, पहले इसे इलेक्ट्रिक आरा से काटा जा सकता है, इसलिए किनारे को मिलिंग कटर के साथ एक आदर्श स्थिति में लाया जाता है।

इस मामले में, आपको राउटर के साथ भी काम करना होगा, लेकिन अभी तक बिना टेम्पलेट के। जब सतह सही होती है, तो टेम्प्लेट को वर्कपीस पर तय किया जाता है और फिर ऊपर वर्णित कार्य को मैन्युअल लकड़ी के राउटर के साथ किया जाता है। बस एक बिंदु: यदि आपको कुछ स्थानों पर बड़ी मात्रा में सामग्री शूट करने की आवश्यकता है, तो इसे एक आरा के साथ करना बेहतर है, उदाहरण के लिए। अन्यथा, कटर जल्दी से सुस्त हो जाएगा।
दरवाजे स्थापित करते समय, टिका काटना आवश्यक है, राउटर के साथ यह कैसे करना है - अगले वीडियो में (एक नाली बनाने के तरीके पर एक गाइड भी है, उदाहरण के लिए, एक एक्सटेंशन स्थापित करने के लिए)।
टुकड़े टुकड़े के नमूनों से होममेड मिलिंग मशीन कैसे बनाएं (आप प्लाईवुड का उपयोग कर सकते हैं) और दराज के लिए स्पाइक कनेक्शन कैसे बनाएं (उदाहरण के लिए एक टेबल) - अगले वीडियो में
निम्नलिखित वीडियो में एक मैनुअल वुड राउटर का काम अच्छी तरह से दिखाया गया है, लेकिन यह अंग्रेजी में है। अगर आप अंग्रेजी नहीं जानते हैं तो भी समय निकालकर देखिए। कई ऑपरेशन स्पष्ट हो जाएंगे।
जो कोई भी लकड़ी के साथ काम करने में दिलचस्पी रखता है, वह इसे शौक के रूप में या पेशेवर रूप से करता है - एक हाथ राउटर एक अनिवार्य सहायक होगा। सबसे पहले, यह लूप, जटिल विन्यास के छेद काटने के काम की सुविधा प्रदान करता है।
इससे पहले कि आप उपकरण के साथ काम करना शुरू करें, आपको निम्नलिखित नियमों को याद रखना चाहिए:
एक मैनुअल राउटर का उपयोग करके, आप विभिन्न कॉन्फ़िगरेशन के भागों और उत्पादों को काट सकते हैं - अलमारियों, रैक, रेलिंग और अन्य भागों। घर पर उपयोग किए जाने पर यह उपकरण अपरिहार्य है। उदाहरण के लिए, पुराने फर्नीचर को बहाल करते समय। अनुभव प्राप्त करने के बाद, निम्नलिखित कार्य करना काफी संभव है:

मिलिंग कटर के साथ काम करने के लिए आवश्यक उपकरण और सहायक उपकरण की सूची:
जिस गहराई तक जाने की योजना है, उसे इलेक्ट्रिक मोटर के पास पिन और वॉशर के बीच की दूरी निर्धारित करके नियंत्रित किया जाता है। वर्कपीस के किनारे से दूरी बनाए रखने के लिए, एक सीधी गाइड का उपयोग किया जाता है।
ध्यान दें!कुछ मॉडलों में, किट में अतिरिक्त रूप से एक गोलाकार गाइड होता है जिसका उपयोग बड़े रेडी के साथ हलकों को मिलाने के लिए किया जाता है। 25 सेमी से कम त्रिज्या वाले हलकों के लिए, एक केंद्र पिन के लिए उपकरण के आधार पर तकनीकी छेद बनाए जाते हैं, जिसमें इसे एक निश्चित दूरी पर डाला जाएगा। ग्रोइंग को एंगल स्टॉप के साथ किया जा सकता है।

विभिन्न गोल छेदों की मिलिंग टेम्प्लेट के साथ की जाती है। वे एक समायोज्य रॉड कम्पास का उपयोग करके किए जाते हैं, जो एक धातु की छड़ है। एक छोर पर एक ऊंचाई-समायोज्य केंद्र स्थित है, दूसरा छोर समानांतर स्टॉप के लिए आधार के छिद्रों में तय किया गया है।
काम करने के लिए आपको चाहिए:
बाहरी चापों को मिलाते समय, आपको केंद्र से कटर के आंतरिक काटने के किनारे तक की दूरी की निगरानी करनी चाहिए, और आंतरिक चापों के लिए - केंद्र से बाहरी किनारे तक। सामग्री में कंपास के पैर को सीधे चिपकाकर सामग्री पर कंपास के पैर को ठीक करना संभव है यदि यह हिस्सा स्क्रैप में फेंक दिया जाएगा। अन्यथा, आप प्लाईवुड के एक टुकड़े को दो तरफा टेप पर चिपकाकर रख सकते हैं।
मिलिंग कटर के साथ धातु (स्टेनलेस स्टील या एल्यूमीनियम) को संसाधित करना सबसे अच्छा विचार नहीं है, क्योंकि धातु प्रसंस्करण मशीन के विपरीत, इसमें गियरबॉक्स और गियरबॉक्स नहीं होता है। हालांकि, एक पेशेवर उपकरण की अनुपस्थिति में, डिवाइस एक बार के काम के लिए उपयुक्त होगा। एक हाथ मिल, अपने डिजाइन और कार्यों के कारण, दो विमानों में प्रसंस्करण की अनुमति देती है: लंबवत और क्षैतिज। काम करते समय, आपको उपकरण की गति की दिशा को सही ढंग से निर्धारित करना चाहिए।
ध्यान दें!धातु पर काम करने के लिए, मिलिंग कटर को न्यूनतम गति पर सेट किया जाना चाहिए, क्योंकि ऑपरेशन के दौरान धातु के नरम होने का खतरा होता है। मार्ग की न्यूनतम गहराई बनाना सुनिश्चित करें।
फर्नीचर से लेकर भवन तत्वों तक संरचनाओं को मजबूत करने के लिए काम करने वाले विभिन्न कनेक्शन लकड़ी काटने के उपकरण का उपयोग करके बनाए जाते हैं। इनमें से एक कनेक्शन जो मिलिंग कटर द्वारा बनाया जा सकता है, वे हैं डोवेटेल, टेनॉन-ग्रूव, जीभ और नाली कनेक्शन, और बहुत कुछ। यह विभिन्न विशेष कटरों की सहायता से प्राप्त किया जा सकता है।
 किनारे को हटाने के दो तरीके हैं: टेम्पलेट के साथ या बिना। एक अनुभवहीन बढ़ई टेम्पलेट का उपयोग करना बेहतर है। कटर बोर्ड के किनारों को संसाधित करने के लिए, आपको 2 की आवश्यकता होगी - काटने वाले हिस्से की शुरुआत और अंत में बीयरिंग के साथ।
किनारे को हटाने के दो तरीके हैं: टेम्पलेट के साथ या बिना। एक अनुभवहीन बढ़ई टेम्पलेट का उपयोग करना बेहतर है। कटर बोर्ड के किनारों को संसाधित करने के लिए, आपको 2 की आवश्यकता होगी - काटने वाले हिस्से की शुरुआत और अंत में बीयरिंग के साथ।
कार्य मंच पर, उस अक्ष को चिह्नित करना आवश्यक है जिसके चारों ओर कटर घूमेगा। सबसे दूर के कटर से त्रिज्या को चिह्नित करें, एक छेद बनाएं और एक्सल स्थापित करें।
ध्यान दें!काम करते समय आंखों को चश्मे से बचाना चाहिए!
इस काम को करने के लिए, उच्च गुणवत्ता वाली सामग्री की आवश्यकता होती है - सूखी, दृश्य क्षति के बिना। बोर्ड को एक पेंसिल के साथ चिह्नित टेबल पर क्लैंप के साथ तय किया गया है। किनारे में एक चौथाई नाली का चयन किया जाता है, विपरीत किनारे में, दोनों तरफ से क्वार्टर चुने जाते हैं, जिससे स्पाइक बनता है। यह काम का अंत है।
काम शुरू करने के लिए, आपको कटर को बोरिंग हेड में डालना होगा। उबाऊ सिर को किनारे पर ले जाकर आप अवकाश के त्रिज्या को समायोजित कर सकते हैं। मिलिंग टेबल को शिफ्ट करके अवकाश की गहराई को समायोजित किया जाता है। एक कटर के साथ कक्षों को हटा दिया जाता है।
मिलिंग कटर के साथ भागों को संसाधित करने के मामले में, प्रत्येक तरफ लगभग 5 मिमी का मार्जिन बनाया जाता है। मिलिंग कटर प्रसंस्करण के बाद एक आदर्श काटने की सतह प्रदान करता है। कोई चिप्स या दरार की गारंटी नहीं है।
एक मिलिंग मशीन की उपस्थिति में, लूप डालने, जटिल छेद बनाने, अवकाश, लकड़ी की नक्काशी आदि पर काम करना वास्तव में सरल है। लेकिन इसका मतलब यह बिल्कुल नहीं है कि पेशेवर और महंगे उपकरण होना आवश्यक है: एक साधारण मैनुअल डिवाइस होना पर्याप्त है।
केवल एक चीज जो आपको चाहिए वह है लकड़ी को संभालने और बिजली उपकरणों का उपयोग करने में सक्षम होना। इसके अलावा, आपको एक इच्छा रखने की आवश्यकता है, अन्यथा इसके बिना कोई परिणाम नहीं होगा। जिन लोगों को काम करने की कोई इच्छा नहीं है, वे केवल फर्नीचर खरीदते हैं या कारीगरों को किराए पर लेते हैं, उदाहरण के लिए, एक नया दरवाजा स्थापित करें और ताले लगाएं। किसी भी काम, विशेष रूप से एक बिजली उपकरण के साथ, कुछ ज्ञान और विशेष रूप से सुरक्षा सावधानियों की आवश्यकता होती है।

मिलिंग डिवाइस लकड़ी और धातु दोनों के प्रसंस्करण के लिए है। इसकी मदद से किसी भी विन्यास के खांचे या छेद बनाना संभव है। यह टिका लगाने और तालों को टैप करने जैसे कार्यों को बहुत सरल करता है। छेनी और इलेक्ट्रिक ड्रिल के साथ ऐसा करना इतना आसान नहीं है, और इसमें बहुत समय लगता है।
स्थिर मिलिंग डिवाइस और पोर्टेबल (मैनुअल) हैं। मैनुअल इलेक्ट्रिक कटर को सार्वभौमिक उपकरण माना जाता है, जिसकी मदद से, नोजल की उपस्थिति में, विभिन्न उद्देश्यों के लिए संचालन करना संभव है, यह डिवाइस के संबंध में या इसके विपरीत भाग की स्थिति को बदलने के लिए पर्याप्त है।
स्थिर उपकरणों का उपयोग कारखानों या कारखानों में किया जाता है जहाँ लकड़ी या धातु उत्पादों का बड़े पैमाने पर उत्पादन होता है। ऐसी परिस्थितियों में, काटने की नोक स्थिर होती है, और वर्कपीस वांछित पथ के साथ चलती है। एक हाथ उपकरण का उपयोग करते समय, इसके विपरीत, भाग गतिहीन होता है और उसके बाद ही इसे संसाधित किया जाता है, हालांकि ऐसे हिस्से होते हैं जिन्हें हाथ उपकरण को ठीक करने की आवश्यकता होती है। यह डिजाइन में प्रदान किया गया है, इसलिए इसे अधिक सार्वभौमिक माना जाता है। यह विशेष रूप से सच है जब आपको बड़ी संख्या में भागों को संसाधित करने की आवश्यकता होती है, और एक स्थिर मशीन का उपयोग करना संभव नहीं होता है।
 घर का बना मिलिंग मशीन - केंद्र में एक छेद वाला एक क्षैतिज मंच, जिसके नीचे से एक मैनुअल स्थिरता जुड़ी हुई है।
घर का बना मिलिंग मशीन - केंद्र में एक छेद वाला एक क्षैतिज मंच, जिसके नीचे से एक मैनुअल स्थिरता जुड़ी हुई है। कई प्रकार की मिलिंग मशीनें हैं, लेकिन घर पर उपयोग के लिए या व्यवसाय शुरू करने के लिए, सार्वभौमिक मॉडल अधिक उपयुक्त हैं। एक नियम के रूप में, वे विभिन्न प्रकार के संचालन करने के लिए कटर और विभिन्न उपकरणों के एक सेट से लैस हैं। केवल एक चीज यह है कि एक मैनुअल राउटर के साथ, एक स्थिर मशीन की तुलना में सरल संचालन में अधिक समय लग सकता है।
मैनुअल मिलिंग डिवाइस के साथ यह संभव है:
 भागों की प्रतिलिपि बनाना किसी भी इलेक्ट्रिक मिलिंग मशीन के कार्यों में से एक है।
भागों की प्रतिलिपि बनाना किसी भी इलेक्ट्रिक मिलिंग मशीन के कार्यों में से एक है। इस तरह के कार्यों की उपस्थिति एक ही प्रकार के फर्नीचर के उत्पादन या समान भागों के उत्पादन को सरल बनाना संभव बनाती है जो फर्नीचर के उत्पादन से संबंधित नहीं हैं। यह इस उपकरण के मुख्य लाभों में से एक है। एक नियम के रूप में, एक ही प्रकार के भागों के उत्पादन के लिए, केवल एक ऑपरेशन करने के लिए डिज़ाइन की गई कॉपी मशीनों को स्थापित करना आवश्यक है, जो हमेशा लाभदायक नहीं होता है, खासकर छोटे उद्यमों में।
यह समझने के लिए कि यह उपकरण कैसे काम करता है, आपको इसके मुख्य भागों और उनके उद्देश्य से परिचित होना चाहिए।
मैनुअल मिलिंग फिक्स्चर में एक धातु का मामला और एक मोटर होता है, जो एक ही मामले में स्थित होता है। शरीर से एक शाफ्ट निकलता है, जिस पर एडेप्टर के रूप में काम करते हुए विभिन्न कोलेट लगाए जाते हैं। वे आपको विभिन्न आकारों के कटर स्थापित करने की अनुमति देते हैं। एक कटर सीधे कोलेट में डाला जाता है, जो एक विशेष बोल्ट या बटन के साथ तय होता है, जो कुछ मॉडलों पर प्रदान किया जाता है।
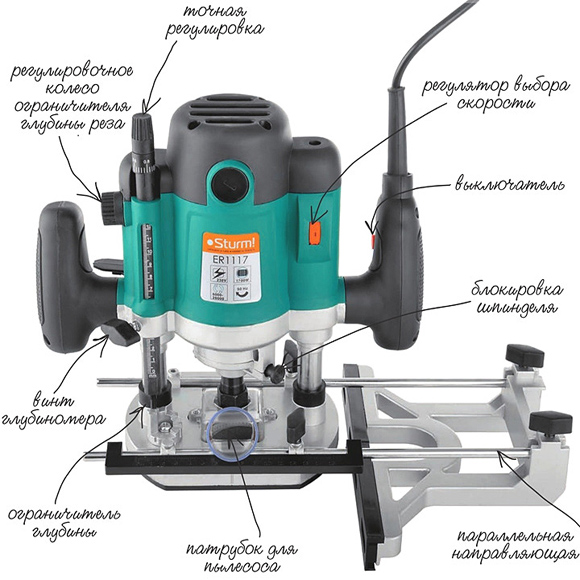 एक मैनुअल मिलिंग डिवाइस के मुख्य तत्व और उनका उद्देश्य।
एक मैनुअल मिलिंग डिवाइस के मुख्य तत्व और उनका उद्देश्य। मिलिंग फिक्स्चर का डिज़ाइन एक धातु मंच प्रदान करता है, जिसका शरीर के साथ कठोर संबंध होता है। यह दो छड़ों के साथ शरीर से जुड़ा होता है। प्लेट के बाहर से काम के दौरान आंदोलन की सुगमता प्रदान करने वाला चिकना आवरण होता है।
मैनुअल मिलिंग स्थिरता में कुछ विशेषताएं हैं जिन्हें समायोजित किया जा सकता है:
प्रारंभिक चरणों में, जब उपकरण में महारत हासिल होती है, तो कम या मध्यम गति पर काम करने का प्रयास करना बेहतर होता है। हालांकि आपको हमेशा याद रखना चाहिए कि स्पीड जितनी ज्यादा होगी काम उतना ही अच्छा होगा। खासकर जब बात जिम्मेदार, दृश्यमान क्षेत्रों की आती है जिन्हें नकाब नहीं लगाया जा सकता है।
इन लीवरों के अलावा, उत्पाद को चालू और बंद करने के लिए एक बटन भी है, साथ ही एक लॉक बटन भी है। इन तत्वों को मुख्य माना जाता है जो काम की गुणवत्ता और सुरक्षा सुनिश्चित करते हैं। एक समानांतर स्टॉप भी है, जो उपयोग में आसानी के लिए योगदान देता है। इसे सख्ती से तय किया जा सकता है या कार्य क्षेत्र की शिफ्ट को केंद्र से दिशा में समायोजित करने की क्षमता के साथ किया जा सकता है।

आमतौर पर, एक कारखाना उत्पाद परीक्षण और चिकनाई वाले व्यक्ति के हाथों में पड़ता है, इसलिए कोई अतिरिक्त उपाय नहीं किया जाना चाहिए। केवल इसके संचालन की प्रक्रिया में इसकी स्वच्छता और सेवाक्षमता की निगरानी करना आवश्यक है। उसी समय, इसे नियमित रूप से धूल से साफ किया जाना चाहिए और स्नेहक को बदलना चाहिए, अगर पासपोर्ट ऐसा कहता है। चलती भागों के लिए विशेष रूप से स्नेहन की आवश्यकता होती है। वैकल्पिक रूप से, आप एयरोसोल स्नेहक का उपयोग कर सकते हैं, लेकिन आप सामान्य लोगों के साथ प्राप्त कर सकते हैं, जैसे कि लिटोल। मोटे स्नेहक के उपयोग की अनुशंसा नहीं की जाती है, क्योंकि चिप्स और धूल उनसे चिपक जाते हैं। यदि एरोसोल स्नेहक का उपयोग किया जाता है, तो इस कारक को समाप्त किया जा सकता है।
स्नेहन के लिए भी एकमात्र की आवश्यकता होती है - शरीर का एक चिकना हिस्सा। नियमित स्नेहन आंदोलन की वांछित चिकनाई सुनिश्चित करेगा।
इसके बावजूद, खरीदी गई वस्तु की निर्माण गुणवत्ता और स्नेहन की उपस्थिति के लिए निश्चित रूप से जांच की जानी चाहिए।
दुर्भाग्य से, सभी निर्माता, और विशेष रूप से घरेलू वाले, निर्माण गुणवत्ता की परवाह नहीं करते हैं। ऐसे मामले हैं जब ऑपरेशन के पहले घंटों के बाद, उत्पाद से शिकंजा या शिकंजा हटा दिया जाता है, क्योंकि उन्हें ठीक से कड़ा नहीं किया गया था।
किसी भी उपकरण का संचालन संबंधित कुछ शर्तों से जुड़ा होता है, सबसे पहले, संसाधित की जा रही सामग्री की प्रकृति से। यह प्लाईवुड, मिश्रित सामग्री या साधारण लकड़ी हो सकती है। इसके आधार पर, विद्युत उपकरण पर रोटेशन की गति निर्धारित की जाती है। एक नियम के रूप में, तकनीकी डेटा शीट हमेशा डिवाइस के ऑपरेटिंग मापदंडों को इंगित करती है, जो संसाधित होने वाली सतहों की तकनीकी विशेषताओं और विशेषताओं के साथ-साथ उपयोग किए जाने वाले कटर पर निर्भर करती है।
 विभिन्न कटरों का उपयोग करते समय प्रसंस्करण गति संकेतक।
विभिन्न कटरों का उपयोग करते समय प्रसंस्करण गति संकेतक। काम शुरू करने वाली पहली चीज कटर की स्थापना और फिक्सिंग है। उसी समय, किसी को मूल नियम का पालन करना चाहिए - आउटलेट से हटाए गए कॉर्ड के साथ सभी काम किए जाते हैं।
कटर को कुछ चिह्नों के अनुसार सेट किया जाता है, और यदि वे अनुपस्थित हैं, तो कटर की लंबाई के से कम नहीं की गहराई तक। एक विशिष्ट मॉडल पर कटर कैसे स्थापित करें, आप निर्देशों से पता लगा सकते हैं, जो डिवाइस के लिए तकनीकी दस्तावेजों में मौजूद होना चाहिए। तथ्य यह है कि प्रत्येक मॉडल की अपनी डिज़ाइन सुविधाएँ हो सकती हैं और इस बारे में लेख में बात करना संभव नहीं है।
 काम शुरू करने से पहले उपकरण पर कटर स्थापित करना।
काम शुरू करने से पहले उपकरण पर कटर स्थापित करना। जैसा कि वे कहते हैं, सरल और अधिक "उन्नत" दोनों मॉडल हैं। कुछ मॉडलों में शाफ्ट रोटेशन लॉक बटन होता है, जिससे कटर को स्थापित करना आसान हो जाता है। कुछ, विशेष रूप से महंगे मॉडल, शाफ़्ट से लैस हैं। इसलिए कटर को स्थापित करने की प्रक्रिया का विशेष रूप से वर्णन करना असंभव है, और इसका कोई मतलब नहीं है, क्योंकि हर कोई जो इस तरह के उपकरणों के संचालन से परिचित है, वह इस समय इसका पता लगा लेगा।
प्रत्येक मॉडल की अपनी अधिकतम काटने की गहराई होती है। साथ ही, यह हमेशा आवश्यक अधिकतम गहराई नहीं होती है, बल्कि एक निश्चित गहराई होती है, जो काम से पहले निर्धारित होती है। यहां तक कि अगर अधिकतम गहराई की आवश्यकता होती है, तो, डिवाइस को अधिभारित न करने के लिए, मिलिंग प्रक्रिया को कई चरणों में विभाजित किया जाता है, जिससे चरणों में मिलिंग गहराई बदल जाती है। समायोजन के लिए, विशेष स्टॉप प्रदान किए जाते हैं - सीमाएं। संरचनात्मक रूप से, वे बार के नीचे स्थित डिस्क के रूप में बने होते हैं, जिस पर विभिन्न लंबाई के स्टॉप तय होते हैं। ऐसे पैरों की संख्या तीन से सात तक हो सकती है, और इसका मतलब यह नहीं है कि उनमें से अधिक, बेहतर। प्रत्येक पैर को समायोजित करना संभव हो तो बेहतर है, भले ही उनकी संख्या न्यूनतम हो। इस स्टॉप को इष्टतम स्थिति में ठीक करने के लिए, आपको ध्वज के रूप में लॉक का उपयोग करना चाहिए।
मिलिंग गहराई समायोजन प्रक्रिया इस प्रकार है:

 इस प्रकार, वर्कपीस को एक पूर्व निर्धारित गहराई तक पिघलाया जाता है।
इस प्रकार, वर्कपीस को एक पूर्व निर्धारित गहराई तक पिघलाया जाता है। उच्च-गुणवत्ता वाले महंगे मॉडल पर, मिलिंग की गहराई को ठीक करने के लिए एक पहिया होता है।
 इस पहिया के साथ, आप पिछली सेटिंग का उल्लंघन किए बिना गहराई को अधिक सटीक रूप से सेट कर सकते हैं।
इस पहिया के साथ, आप पिछली सेटिंग का उल्लंघन किए बिना गहराई को अधिक सटीक रूप से सेट कर सकते हैं। यह पहिया (उपरोक्त तस्वीर में हरा) आपको गहराई को छोटे तरीके से समायोजित करने की अनुमति देता है।

एक मिलिंग कटर एक काटने का उपकरण है जिसमें एक जटिल आकार का काटने वाला किनारा हो सकता है। एक नियम के रूप में, सभी कटर घूर्णी आंदोलनों के लिए डिज़ाइन किए गए हैं, इसलिए उनके पास एक बेलनाकार आकार है। कटर की टांग, जिसे कोलेट में जकड़ा जाता है, का आकार समान होता है। कुछ कटर थ्रस्ट रोलर से लैस होते हैं, ताकि काटने की सतह और वर्कपीस के बीच की दूरी स्थिर रहे।
मिलिंग कटर केवल उच्च गुणवत्ता वाली धातुओं और उनके मिश्र धातुओं से बने होते हैं। यदि आपको नरम लकड़ी को संसाधित करने की आवश्यकता है, तो एचएसएस कटर फिट होंगे, और यदि आपको कठोर लकड़ी को संसाधित करने की आवश्यकता है, तो बेहतर ग्रेड के एचएम कटर का उपयोग करना बेहतर है।
प्रत्येक कटर की अपनी तकनीकी विशेषताएं होती हैं, जो इसे उच्च-गुणवत्ता और लंबे समय तक काम प्रदान करती हैं। मुख्य संकेतक इसके रोटेशन की अधिकतम गति है, जिसे कभी भी कम करके आंका नहीं जाना चाहिए, अन्यथा इसका टूटना अपरिहार्य है। यदि कटर सुस्त है, तो आपको इसे स्वयं तेज करने का प्रयास नहीं करना चाहिए। विशेष, महंगे उपकरण पर कटर को तेज किया जाता है। आखिरकार, न केवल कटर को तेज करना आवश्यक है, बल्कि इसके आकार को बनाए रखना भी आवश्यक है, जो कम महत्वपूर्ण नहीं है। इसलिए, यदि किसी कारण से कटर सुस्त हो गया है, तो एक नया खरीदना सस्ता होगा।
ऐसे कटर हैं जो काम में दूसरों की तुलना में अधिक बार उपयोग किए जाते हैं। उदाहरण के लिए:

 ग्रूव मोल्ड्स को वर्कपीस पर मनमाने स्थान पर अवकाश बनाने के लिए डिज़ाइन किया गया है।
ग्रूव मोल्ड्स को वर्कपीस पर मनमाने स्थान पर अवकाश बनाने के लिए डिज़ाइन किया गया है। धातु के एक टुकड़े से बने साधारण कटर, मोनोलिथिक होते हैं, और टाइप-सेटिंग होते हैं। टाइप-सेटिंग कटर में एक टांग होता है, जो काटने वाले तत्वों के एक सेट के आधार के रूप में कार्य करता है। काटने वाले विमानों का चयन करके और उन्हें टांग पर स्थापित करके, विभिन्न मोटाई के वाशर का उपयोग करके, वर्कपीस की सतह पर एक मनमाना राहत बनाना संभव है।
 एक टाइप-सेटिंग कटर सतहों और वाशर काटने का एक सेट है, जो आपको वांछित आकार के कटर को इकट्ठा करने की अनुमति देता है।
एक टाइप-सेटिंग कटर सतहों और वाशर काटने का एक सेट है, जो आपको वांछित आकार के कटर को इकट्ठा करने की अनुमति देता है। वास्तव में, बहुत सारे कटर हैं और जो उत्पादित किया जाता है उसका यह केवल एक छोटा सा अंश है। सभी कटर टांग के व्यास, काटने की सतह के व्यास, काटने की ऊंचाई, चाकू की स्थिति आदि में भिन्न होते हैं। मैनुअल मिलिंग उपकरण के लिए, पांच सबसे लोकप्रिय मिलिंग कटर का एक सेट होना पर्याप्त है। जरूरत पड़ने पर इन्हें कभी भी खरीदा जा सकता है।
बिजली उपकरणों के साथ काम करने के लिए विशेष नियमों की आवश्यकता होती है, खासकर जब तेजी से घूमने वाले तत्व होते हैं। इसके अलावा, काम के परिणामस्वरूप चिप्स बनते हैं, जो सभी दिशाओं में बिखर जाते हैं। इस तथ्य के बावजूद कि अधिकांश मॉडल एक सुरक्षा कवच से लैस हैं, यह चिप्स के प्रवाह से पूरी तरह से रक्षा नहीं करता है। इसलिए, सुरक्षात्मक चश्मे में ऐसे उपकरण के साथ काम करना बेहतर है।
 फोटो एक मॉडल दिखाता है जहां चिप्स को हटाने के लिए एक वैक्यूम क्लीनर जुड़ा हुआ है।
फोटो एक मॉडल दिखाता है जहां चिप्स को हटाने के लिए एक वैक्यूम क्लीनर जुड़ा हुआ है। यदि आप इलेक्ट्रिक हैंड मिल के साथ सुरक्षित कार्य के लिए बुनियादी आवश्यकताओं को पूरा करते हैं, तो अंतिम परिणाम आपको काम की गुणवत्ता और एक सुरक्षित परिणाम से प्रसन्न करेगा। यहां शर्तें हैं:

आवश्यकताएं बहुत कठिन और काफी व्यवहार्य नहीं हैं, और उन्हें अनदेखा करने का अर्थ है स्वयं को खतरे में डालना। और एक और चीज, जो कम महत्वपूर्ण नहीं है, वह है अपने हाथों में एक मिलिंग टूल को पकड़ने की क्षमता और यह महसूस करना कि यह कैसे काम करता है। यदि गंभीर कंपन महसूस होते हैं, तो आपको रुकने और कारणों का विश्लेषण करने की आवश्यकता है। यह संभव है कि कटर सुस्त हो या गाँठ फंस गई हो। कभी-कभी कटर के रोटेशन की गति को सही ढंग से सेट करना आवश्यक होता है। यहां आप प्रयोग कर सकते हैं: या तो गति जोड़ें या इसे कम करें।
मोटाई गेज पर लकड़ी के बोर्ड के किनारे का प्रसंस्करण सबसे अच्छा किया जाता है। यदि यह संभव नहीं है, तो आप मैन्युअल राउटर का उपयोग कर सकते हैं, हालांकि इसमें कुछ समय लगेगा। ये कार्य बिना टेम्प्लेट और टेम्प्लेट दोनों के साथ किए जाते हैं। यदि कोई कौशल नहीं हैं या उनमें से बहुत कम हैं, तो टेम्पलेट का उपयोग करना बेहतर है। किनारों को संसाधित करने के लिए, सीधे किनारे वाले कटर का उपयोग किया जाता है, दोनों काटने वाले हिस्से के अंत में एक असर के साथ, और शुरुआत में असर के साथ (फोटो देखें)।
 धार काटने वाले।
धार काटने वाले। टेम्पलेट के लिए, आप पहले से संसाधित बोर्ड या कोई अन्य, यहां तक कि ऑब्जेक्ट भी ले सकते हैं। इसके अलावा, टेम्प्लेट की लंबाई वर्कपीस की लंबाई से अधिक होनी चाहिए, दोनों शुरुआत में और वर्कपीस के अंत में संसाधित किया जा रहा है। यह किनारे की शुरुआत और उसके अंत में असमानता से बच जाएगा। यहां सबसे महत्वपूर्ण बात यह है कि टेम्पलेट के रूप में कार्य करने वाले टेम्पलेट या ऑब्जेक्ट में एक चिकनी और यहां तक कि सतह भी होती है। इसके अलावा, इसकी मोटाई असर और काटने वाले हिस्से के बीच की खाई से अधिक नहीं होनी चाहिए।
उसी समय, काटने वाला हिस्सा जितना लंबा होगा, उपकरण के साथ काम करना उतना ही कठिन होगा, क्योंकि अधिक प्रयास की आवश्यकता होती है। इस संबंध में, कटर के साथ काम शुरू करना बेहतर होता है जिसमें काटने वाले हिस्से की औसत लंबाई होती है। एज प्रोसेसिंग का कार्य सिद्धांत इस प्रकार है:
पहले पास के बाद, आपको काम की गुणवत्ता को रोकना और उसका मूल्यांकन करना चाहिए। यदि आवश्यक हो, तो उपकरण की स्थिति को समायोजित करके एक और पास बनाया जा सकता है। यदि गुणवत्ता संतोषजनक है, तो वर्कपीस को मुक्त करते हुए, क्लैंप हटा दिए जाते हैं।
इस दृष्टिकोण के साथ, किनारे के साथ या उसके कुछ हिस्सों में एक चौथाई निकालना संभव है। यह कटिंग एज को सेट करके किया जाता है ताकि यह भाग में आवश्यक गहराई तक जाए।
 एक चौथाई फर्नीचर के मोर्चे पर लिया गया।
एक चौथाई फर्नीचर के मोर्चे पर लिया गया। यदि आप कटर को एक लगा हुआ के साथ बदलते हैं और गाइड को स्थानांतरित करते हैं, साथ ही स्टॉप का उपयोग करते हैं, तो आप वास्तव में भाग के लिए एक अनुदैर्ध्य पैटर्न लागू कर सकते हैं (नीचे फोटो में)।
 वर्कपीस पर एक अनुदैर्ध्य लगा हुआ पैटर्न खींचना।
वर्कपीस पर एक अनुदैर्ध्य लगा हुआ पैटर्न खींचना। यदि आप एक समान मिलिंग तकनीक (टेम्पलेट के साथ) का उपयोग करते हैं, तो आप सामान्य रूप से लकड़ी के साथ काम करने की तकनीक में आसानी से महारत हासिल कर सकते हैं। कुछ समय बाद, आप टेम्प्लेट को छोड़ सकते हैं, क्योंकि उनकी स्थापना में बहुत उपयोगी समय लगता है।
 टेम्पलेट के बिना एक चिकनी बढ़त कैसे बनाएं: यहां अनुभव अनिवार्य है।
टेम्पलेट के बिना एक चिकनी बढ़त कैसे बनाएं: यहां अनुभव अनिवार्य है। अक्सर, वर्कपीस की मोटाई कटर के काटने वाले हिस्से की लंबाई से अधिक होती है। इस मामले में, निम्नानुसार आगे बढ़ें:
 बेयरिंग को मशीनी सतह पर निर्देशित किया जाता है जबकि अत्याधुनिक मशीन बाकी वर्कपीस पर होती है।
बेयरिंग को मशीनी सतह पर निर्देशित किया जाता है जबकि अत्याधुनिक मशीन बाकी वर्कपीस पर होती है। एक मैनुअल मिलिंग टूल के काम में महारत हासिल करने के लिए, आपको बहुत सारे रफ वर्कपीस की आवश्यकता होगी, जिसे बाद में फेंकने में आपको कोई आपत्ति नहीं है। पहली बार किसी को यह सही नहीं लगा। कुछ काम करने के लिए, आपको कड़ी मेहनत करने की ज़रूरत है।
यदि एक घुंघराले किनारे की आवश्यकता है, जो सबसे अधिक आवश्यक है, तो पहले इस किनारे की स्थिति पर ध्यान दें। यदि यह असमान है, तो इसे समतल करना होगा और उसके बाद ही उपयुक्त कटर का चयन करके घुंघराले किनारे के निर्माण के लिए आगे बढ़ें।
 गोल किनारा।
गोल किनारा। सतह तैयार करना आवश्यक है ताकि कटर उस वक्रता की नकल न करे जिसके साथ रोलर चलेगा। इस मामले में, क्रियाओं के अनुक्रम की आवश्यकता होती है, अन्यथा सकारात्मक परिणाम काम नहीं करेगा।











